- 品牌
- 精准精密机械
- 型号
- 齐全
- 基材
- PVC,BOPP,纤维布,金属箔,聚酯,聚酰亚胺,美纹纸,牛皮纸,泡棉
深孔加工的精度保持性,是五轴深孔钻的**竞争力之一。设备采用高精度滚珠丝杠与直线导轨,配合精密传动机构,定位精度可达微米级别,确保加工孔的尺寸公差与位置公差符合设计要求。数控系统具备误差补偿功能,可对加工过程中产生的机械误差、热变形误差进行实时修正,减少误差累积。在长时间加工过程中,设备的热稳定性设计可有效抑制切削热量对机身结构的影响,避免因热变形导致的加工精度下降。通过定期校准与维护,五轴深孔钻可长期维持稳定的加工精度,适用于对精度要求严苛的精密零部件制造,如医疗骨科植入物、传感器壳体等产品的加工。模具钢材料加工可选用五轴深孔钻完成。广东高精度五轴深孔钻报价
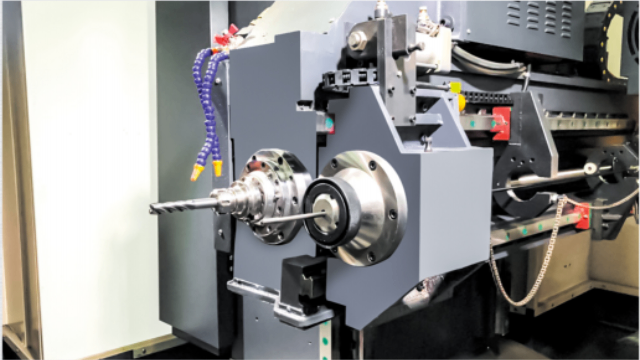
五轴深孔钻的钻铣复合功能,大幅拓展其应用范围,实现多工序一体化加工。设备采用导向箱自动倾斜移开设计,可快速切换深孔钻削与铣削模式,避免前导向结构对工件及回转台回转造成妨碍,提升加工灵活性。在实际生产中,部分复杂零件既需要加工深孔,又需进行铣削成型处理,传统加工需更换多台设备,流程繁琐且效率低下。五轴深孔钻可在一次装夹中完成钻、铣两道中心工序,缩短生产流程,降低工件转运过程中的损伤风险。其A轴采用消隙轴承组合结构,通过预压消隙技术克服转动间隙,提升旋转精度,配合液压配重与氮气辅助装置,反应速度与运行稳定性明显提升,在铣削加工中也能展现出色性能,满足多工艺集成加工的实际需求。北京五轴深孔钻机床钛合金材料深孔加工可选用五轴深孔钻。

深孔加工中的孔位角度精度控制,是五轴深孔钻的中心优势之一。传统深孔加工设备在加工斜孔时,需通过主用夹具定位,角度调整繁琐且精度有限。五轴深孔钻通过两个旋转轴的联动控制,可实现任意角度的精细调整,角度控制精度可达分秒级别,满足复杂孔位的角度要求。在航空发动机燃油喷嘴加工中,喷嘴上的喷油孔角度直接影响燃油雾化效果与燃烧效率,五轴深孔钻可精细控制喷油孔角度,确保各孔角度一致性,提升发动机燃烧效率与动力性能。这种角度控制能力让设备在复杂孔加工场景中具备不可替代的优势。
在精密齿轮加工中,齿轮轴等零件需加工深孔用于安装传动轴或润滑,孔位精度与同轴度直接影响齿轮传动效率与稳定性。五轴深孔钻通过一次装夹完成深孔加工,确保孔系同轴度,避免多次装夹带来的误差。设备的主轴精度高,配合高精度刀具,可保证深孔尺寸公差与表面质量。数控系统具备精细的位置控制功能,可实现深孔与齿轮齿面的位置精细匹配,提升齿轮传动性能。同时,五轴深孔钻的加工效率高,可满足齿轮批量生产需求,为精密齿轮制造提供可靠支撑。五轴深孔钻支持枪钻、喷吸钻等加工方式。
在电子设备零部件制造中,部分精密壳体、连接器需加工微小深孔,用于信号传输或散热。这类深孔孔径小、深径比大,加工精度要求高,五轴深孔钻通过精细控制与微小刀具适配,可实现这类微小深孔的稳定加工。设备的主轴径向跳动控制在极小范围,配合高精度微小刀具,避免钻孔过程中出现刀具弯曲或断裂。数控系统具备微进给控制功能,可实现精细的进给量调节,减少微小孔加工中的孔径偏差。同时,五轴深孔钻的冷却系统采用油雾润滑技术,相较于传统乳化液冷却,可降低冷却介质消耗,同时提升切屑携带效率,避免微小切屑堵塞孔道。这种加工能力让五轴深孔钻在电子精密零部件制造中占据重要地位,助力微型化、高精度电子设备的研发与生产。装备制造行业对五轴深孔钻需求稳定。浙江金属加工五轴深孔钻报价
精密零件的多角度孔加工可借助五轴深孔钻。广东高精度五轴深孔钻报价
五轴深孔钻的振动控制技术,是提升加工精度与表面质量的关键。加工过程中的振动会导致刀具磨损加剧、孔壁粗糙、尺寸偏差等问题,设备通过多方面设计抑制振动。高刚性机身采用一体成型工艺,减少振动传导;导轨与丝杠采用精密配合,降低运动部件振动;主轴单元配备减震结构,减少高速旋转产生的振动。同时,数控系统具备振动监测功能,可实时检测加工过程中的振动幅度,当振动超过设定阈值时,自动调整切削参数,降低振动影响。这种振动控制能力让五轴深孔钻在高速切削与高精度加工中,都能保持稳定性能。广东高精度五轴深孔钻报价

- 金属加工五轴深孔钻报价 2026-03-09
- 山西金属加工五轴深孔钻供应商 2026-03-09
- 内蒙古高精密五轴深孔钻技术规格 2026-03-09
- 江苏现货五轴深孔钻报价 2026-03-09
- 北京厂家直供五轴深孔钻机床 2026-03-09
- 天津金属加工五轴深孔钻机床 2026-03-09
- 江苏现货五轴深孔钻机床 2026-03-09
- 广东现货五轴深孔钻价格 2026-03-09





