- 品牌
- 精准精密机械
- 型号
- 齐全
- 基材
- PVC,BOPP,纤维布,金属箔,聚酯,聚酰亚胺,美纹纸,牛皮纸,泡棉
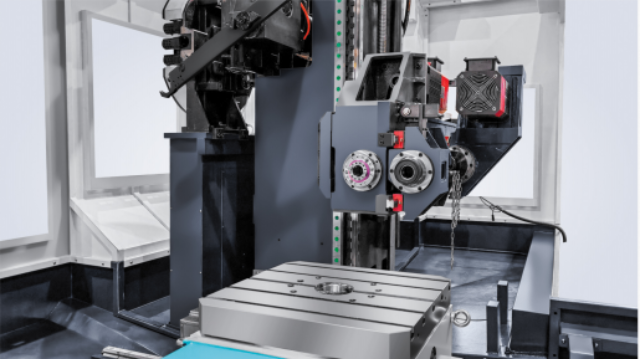
在精密机械加工领域,深孔加工因封闭性强、排屑难度大等特点,对设备性能提出严苛要求。五轴深孔钻凭借多轴联动优势,成为解决复杂深孔加工难题的重要装备。这类设备集成X、Y、Z三个直线轴与两个旋转轴的联动功能,可根据工件曲面形态与孔位需求,灵活调整钻头姿态,使钻头始终贴合加工表面,有效规避传统设备加工斜孔、异形孔时出现的轴线偏斜问题。在模具制造场景中,许多型腔零件需在曲面或异形结构上加工深孔,五轴深孔钻通过一次装夹完成多方位加工,减少多次装夹带来的误差累积,提升孔系位置协调性。设备配备的数控系统可实时采集切削数据,动态调整切削速度与进给量,适配不同材料加工需求,无论是铝合金等轻质材料,还是高强度合金钢,都能实现稳定加工,为精密零件制造提供可靠技术支撑。五轴深孔钻的导向座设计减少加工干涉。北京厂家直供五轴深孔钻生产厂家推荐

在化工设备制造领域,许多耐腐蚀设备需在不锈钢、钛合金等材料上加工深孔,用于介质输送。这些材料加工难度大,对孔壁光滑度与密封性要求高,五轴深孔钻通过工艺优化与材料适配,可实现这类深孔的高质量加工。设备采用耐腐蚀刀具与冷却介质,避免加工过程中出现材料腐蚀与刀具磨损。同时,五轴深孔钻的加工精度可保证孔壁光滑,减少介质输送阻力,提升设备密封性能。多轴联动功能让设备能在异形化工设备上加工复杂深孔,适配化工设备的多样化结构设计,为化工行业提供可靠的设备零部件加工支持。广东金属加工五轴深孔钻技术规格五轴深孔钻的液压配重提升反应速度。

五轴深孔钻的热管理设计,是维持长时间加工精度的重要保障。切削过程中产生的热量会导致机身、刀具与工件发生热变形,影响加工精度。设备通过优化机身结构,采用散热性能优良的材料,配合冷却风道设计,快速散发机身热量。主轴单元配备单独冷却系统,控制主轴温度变化,避免主轴热膨胀导致的加工误差。同时,数控系统具备热变形补偿功能,可实时监测各部件温度数据,通过算法修正加工路径,抵消热变形带来的影响。在高精度加工场景中,这种热管理设计可有效抑制误差,让五轴深孔钻在长时间连续作业中,依然能保持稳定的加工质量,满足精密零件制造的严苛要求。
在汽车制造领域,发动机缸体、变速箱壳体等零件需加工大量深孔用于油路、水路布置,五轴深孔钻凭借高效加工能力,成为批量生产中的关键设备。缸体上的斜油道孔角度复杂、孔系密集,传统设备加工需多次装夹调整,效率低下且易出现孔位偏差。五轴深孔钻通过一次装夹完成全序加工,精细控制各油道孔的位置关系,确保油路导通顺畅,提升发动机润滑性能。设备的进给系统采用滚珠丝杠与直线电机双驱结构,进给速度调节范围广,可实现0.01-500mm/min无级调速,定位精度优异,在批量加工中能维持高度一致性。同时,五轴深孔钻的自动化程度高,可与AGV转运系统、MES生产管理系统对接,融入智能产线,实现工件自动上下料、加工参数追溯与质量管控,提升汽车零部件生产的智能化水平。门板模具加工中五轴深孔钻表现可靠。

在电子设备零部件制造中,部分精密壳体、连接器需加工微小深孔,用于信号传输或散热。这类深孔孔径小、深径比大,加工精度要求高,五轴深孔钻通过精细控制与微小刀具适配,可实现这类微小深孔的稳定加工。设备的主轴径向跳动控制在极小范围,配合高精度微小刀具,避免钻孔过程中出现刀具弯曲或断裂。数控系统具备微进给控制功能,可实现精细的进给量调节,减少微小孔加工中的孔径偏差。同时,五轴深孔钻的冷却系统采用油雾润滑技术,相较于传统乳化液冷却,可降低冷却介质消耗,同时提升切屑携带效率,避免微小切屑堵塞孔道。这种加工能力让五轴深孔钻在电子精密零部件制造中占据重要地位,助力微型化、高精度电子设备的研发与生产。五轴深孔钻支持枪钻、喷吸钻等加工方式。数控五轴深孔钻报价
五轴深孔钻可实现螺纹加工与钻孔一体化。北京厂家直供五轴深孔钻生产厂家推荐
深孔加工的中心痛点的在于排屑与冷却效率,五轴深孔钻通过结构优化与工艺升级,针对性破译这类难题。设备通常搭载喷吸钻技术,双钻管设计自带封油结构,无需导向套贴合工件即可实现密封,对工件表面状态要求宽松,适配更多加工场景。切削过程中,冷却介质通过刀具内冷通道直达切削区,配合螺旋槽导屑结构,将切屑快速带出加工区域,避免切屑滞留引发的二次切削,减少孔壁划伤与刀具磨损。同时,五轴深孔钻的导轨布局多采用双导轨设计,搭配高刚性滚柱导轨,提升导向精度与低速运动平稳性,即使在高速切削状态下,也能保持运动顺畅,减少振动对加工质量的影响。这种结构设计让设备在处理深径比大的孔加工时,依然能维持孔壁粗糙度与尺寸一致性,适用于航空航天零部件等对加工质量要求严苛的领域。北京厂家直供五轴深孔钻生产厂家推荐

- 金属加工五轴深孔钻报价 2026-03-09
- 山西金属加工五轴深孔钻供应商 2026-03-09
- 内蒙古高精密五轴深孔钻技术规格 2026-03-09
- 江苏现货五轴深孔钻报价 2026-03-09
- 北京厂家直供五轴深孔钻机床 2026-03-09
- 天津金属加工五轴深孔钻机床 2026-03-09
- 江苏现货五轴深孔钻机床 2026-03-09
- 广东现货五轴深孔钻价格 2026-03-09