粉剂料仓石灰投加设备能适应不同的工作环境,满足多样工况需求。在高温或低温环境下,设备的电气元件和机械部件都经过特殊处理,确保在温度波动较大的情况下仍能正常运行。对于湿度较高的场所,如污水处理厂的潮湿车间,设备的防护等级符合相关标准,避免湿气侵入影响内部组件性能。在粉尘较多的工业环境中,设备的密封设计能有效阻挡外部粉尘进入,保护内部结构不受污染。无论是室内固定安装,还是室外临时部署,都能根据环境特点进行适当调整,保证设备在各种工况下的可靠性和适应性。粉剂料仓石灰投加设备的储料仓设计注重物料的合理储存与管理。陕西石灰投加设备售后咨询

好氧池石灰投加能助力去除污水中的部分污染物,强化好氧池的净化效果。石灰投加后,水体呈碱性环境,此时污水中溶解的磷酸根离子会与石灰释放的钙离子结合,形成难溶于水的磷酸钙沉淀,通过后续的沉淀分离过程可有效降低水体中磷的含量,减少水体富营养化风险。同时,适当的碱性条件还能改变某些难降解有机物的化学结构,如部分芳香族化合物在碱性环境中更易被氧化分解,提高其被微生物捕获和利用的效率。此外,石灰还能吸附水体中的部分悬浮颗粒和胶体物质,促进其凝聚沉降,让好氧池在高效去除有机物的同时,也能对磷、悬浮物等污染物有较好的去除效果,明显提升出水水质的洁净度,使其更易达到排放或回用标准。陕西储料仓石灰投加生产厂家智能石灰投加设备能够为用户带来明显的经济效益,这一点在长期使用中尤为明显。

全自动石灰投加设备采用全自动化设计,可实现无人值守的连续运行模式。设备从石灰的储存、输送到投加的整个过程都无需人工干预,通过预设的程序和智能控制系统自主完成各项操作。当设备出现料位不足、堵塞等异常情况时,会自动发出警报并采取相应的保护措施,如暂停运行、切换备用系统等,减少了人工巡检的频率和强度。对于需要24小时连续运行的水处理厂而言,这种自动化运行模式不仅能保证处理过程的连贯性和稳定性,还能明显减少操作人员的数量,降低人力成本支出,同时避免了人工操作可能带来的安全风险,提升了整体运行的安全性。
全自动石灰投加设备能有效控制处理成本,提高整体经济收益。通过精确的计量投加系统,设备可根据实际处理需求精确控制石灰用量,避免了过量投加造成的原料浪费,明显降低了石灰等物料的消耗成本。全自动化的运行模式减少了对操作人员的数量需求,降低了长期的人力支出,同时也减少了因人工操作失误导致的原料浪费、设备损坏等额外成本。设备采用高质量的零部件和稳定的结构设计,运行过程中故障发生率低,不仅减少了频繁维修带来的费用支出,还降低了因设备停机造成的处理中断损失。从长期使用来看,这些成本控制方面的优势相互叠加,能明显提高水处理项目的经济收益,在保证处理效果达标的同时实现效益更大化。全自动石灰投加设备可适配不同规模和类型的水处理场景,满足多样的处理需求。

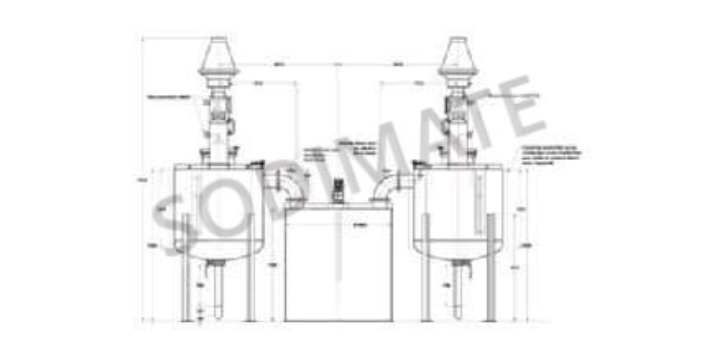
料仓石灰投加设备在设计上具有很高的灵活性,能够适应多种不同的应用场景和工艺需求。其料仓容量可以根据用户的实际需求进行定制,满足不同规模生产的要求。投加方式也多种多样,既可以实现干式投加,也可以进行湿式投加,用户可根据具体工艺选择合适的方式。此外,设备的控制系统支持远程监控和数据传输功能,方便用户根据生产情况实时调整投加参数,确保设备始终处于理想运行状态。例如,在小型污水处理厂中,用户可以选择较小容量的料仓,以适应有限的空间和较低的投加需求;而在大型化工企业中,用户可以选择大容量料仓,以满足大规模生产的需要。同时,设备的远程监控功能使得操作人员可以在控制室实时监控设备运行状态,及时调整投加参数,提高生产的灵活性和效率。这种灵活性不仅使得设备能够适应不同的生产规模和工艺需求,还为企业提供了更多的选择空间,降低了设备的使用成本。全自动石灰投加设备具备多种功能,以满足不同的工艺需求。黑龙江全自动石灰投加设备
粉剂料仓石灰投加设备的操作流程设计规范,降低了操作人员的使用难度。陕西石灰投加设备售后咨询
好氧池石灰投加设备具备高度的自动化控制功能,这是其明显的优势之一。其先进的控制系统能够实时监测好氧池内的pH值变化,并根据预设的参数自动调整石灰的投加量。这种自动化控制不仅提高了投加的精确度,还减少了人工操作的误差和劳动强度。设备的智能化设计使其能够在不同工况下自动适应,确保投加过程的稳定性和连续性。例如,在水质波动较大的情况下,自动化控制系统可以快速响应,及时调整投加量,确保好氧池内的水质始终维持在适宜范围内。此外,自动化控制还能实现远程监控和数据记录,方便操作人员随时掌握设备运行状态,及时发现并解决问题,进一步提高了设备的可靠性和运行效率。陕西石灰投加设备售后咨询