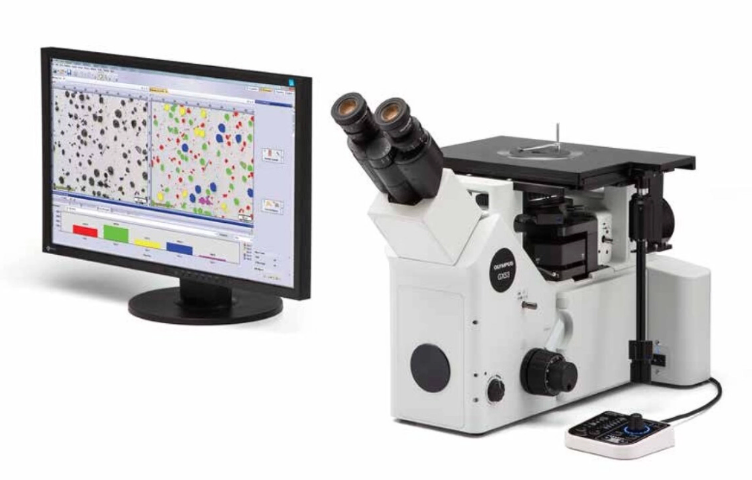
深度学习正彻底革新影像测量仪的图像处理能力,将识别准确率从传统算法的85%提升至99%以上。卷积神经网络(CNN)模型通过海量缺陷样本训练,可自动区分划痕、气泡、毛刺等细微异常,例如在玻璃盖板检测中,系统能识别0.01mm宽的微裂纹,误报率低于0.5%。关键突破在于特征提取优化:U-Net架构实现像素级分割,精细勾勒不规则边缘;而Transformer模型处理全局上下文,解决密集特征干扰问题(如电路板焊点簇)。某消费电子厂案例显示,引入AI后漏检率下降80%,且适应新材料无需重写规则——只需新增100张样本图即可更新模型。实时性方面,边缘计算芯片(如NVIDIAJetson)使推理速度达50帧/秒,满足产线节拍。软件层面,自监督学习减少标注依赖:设备利用正常工件自动生成训练数据,降低人工成本70%。挑战包括小样本学习——针对罕见缺陷,采用生成对抗网络(GAN)合成数据;而模型可解释性通过热力图可视化,帮助工程师理解判断依据。较新进展是联邦学习:多工厂设备协同训练模型而不共享原始数据,保护商业机密。在医疗领域,深度学习辅助测量血管支架的径向支撑力分布,精度超越人工。随着算法轻量化,千元级设备也能部署AI模块。约±5μm,适合现场检测大型工件。快速检测影像测量仪

影像测量仪的微米级精度极易受环境波动干扰,温度、湿度和振动是三大主要误差源。温度每变化1℃,花岗岩平台热膨胀系数(约7×10⁻⁶/℃)可导致100mm工件产生0.7μm误差。高级设备通过三重补偿机制应对:内置高精度温度传感器(±0.01℃分辨率)实时监测,软件动态调整像素当量;恒温腔体维持20±0.1℃环境,采用相变材料吸收热量波动;关键部件选用低膨胀合金(如殷钢)。湿度影响镜头结露和材料吸湿——当RH>60%时,塑料件可能膨胀2μm,设备通过湿度闭环控制(目标45±5%RH)及防潮涂层镜头解决。振动隔离是另一重点:空气弹簧隔振平台衰减外部震动90%以上,而主动式压电补偿系统(响应频率达100Hz)抵消车间重型机械干扰。实际案例中,某半导体厂将设备置于洁净室后,晶圆对准误差从±1.2μm降至±0.3μm。用户操作规范同样关键:避免阳光直射导致局部升温,工件需恒温2小时再测量。较新趋势是环境智能感知——IoT传感器网络构建“数字孪生环境”,提前预警空调故障。研究表明,完善环境管理可使设备重复性误差降低70%。随着全球工厂向热带地区扩展,耐高温设计(如碳纤维框架)成为研发热点,确保在40℃环境下仍保持标称精度,彰显“环境即变量”的现代测量哲学。快速检测影像测量仪特征尺寸<10μm,需±0.5μm精度。

体育器材行业正借助影像测量仪将"工匠经验"转化为"科学数据",实现性能跃升。主要应用聚焦三方面:高尔夫球杆重心测量——通过多角度扫描重建3D模型,定位重心偏移量(精度±0.1g),优化挥杆平衡性;网球拍线床张力分析——高速相机捕捉击球瞬间线位移,反推张力分布,使控球精度提升12%;碳纤维车架缺陷检测——红外光源穿透复合材料,识别0.05mm级孔隙,某自行车厂商反馈使断裂率下降35%。技术难点在于动态特性捕捉:设备需与高速摄影机同步,记录羽毛球拍挥动时的形变过程;而弹性材料(如滑雪板)测量需模拟-20℃低温环境。某**实验室案例显示,鞋底纹路深度测量精度达±2μm,使防滑性能预测准确率提升至95%。软件创新集成运动生物力学模块:将尺寸数据转换为风阻系数、能量传递效率等性能指标;AR功能让运动员直观查看装备优化方案。挑战包括曲面复杂性——曲棍球杆的异形截面需倾斜照明;而透明材料(如泳镜)需偏振光消除反光。环保价值明显:精细控制材料用量,某碳纤维厂商年减少浪费15吨。
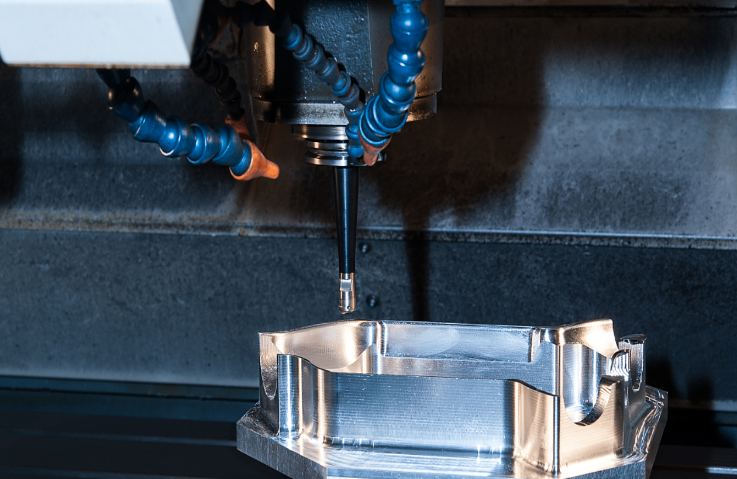
影像测量仪正经历从手动操作向全自动智能检测的转变。传统设备依赖操作员手动定位和测量,效率低且人为误差大;而新一代系统集成机器视觉与AI算法,实现"放件即测"的无人化操作。主要突破在于智能识别技术:深度学习模型能自动识别工件类型,匹配预设测量程序,某汽车零部件厂商案例中,系统可在3秒内识别200种不同零件并加载对应检测方案。自动化程度大幅提升——六轴机械臂自动上下料,真空吸附系统定位,配合闭环控制系统,实现24小时连续检测,效率较人工提升8倍。更智能的是自适应测量能力:当检测到异常数据时,系统自动增加测量点密度或切换光源模式,确保结果可靠性。西门子在燃气轮机叶片检测中应用该技术,将测量点从50点增至500点,缺陷检出率提高40%。数据层面,测量结果实时上传MES系统,AI算法分析历史数据预测工艺漂移,提前预警质量风险。用户界面也大幅简化,触摸屏操作配合AR辅助,新员工培训时间从2周缩至2小时。随着5G和边缘计算普及,远程诊断与多设备协同成为可能,某跨国企业已实现全球工厂测量数据实时比对。这种智能化转型不仅提升效率,更将质量控制从"事后检验"转变为"过程预防",成为智能制造的重要组件。非接触测量,保护脆弱文物,精度达10μm。

影像测量仪的演进是工业精度的缩影,始于20世纪50年代的光学投影仪——通过放大镜投影像素,人工比对轮廓,精度只±25μm。70年代数字CNC影像仪:电机驱动平台+黑白CCD相机,软件实现自动边缘检测,精度跃升至±5μm,应用于钟表业微小齿轮检测。90年代关键突破是彩色成像与PC集成,Windows界面简化操作,半导体行业借此实现晶圆对准。2000年后,高分辨率CMOS(500万像素以上)和LED光源普及,测量速度提高10倍;多传感器融合(如加装激光扫描头)支持3D测量。2010年代智能化浪潮中,机器视觉算法(如Canny边缘检测)成为标配,SPC统计功能嵌入软件。近五年AI与IoT深度整合:深度学习提升缺陷识别率,云平台实现数据互联。精度从早期毫米级进化至亚微米级(0.1μm),测量范围从2D扩展到4D(含时间维度动态分析)。里程碑包括:2008年首台全自动设备(MitutoyoQuickVision),2018年首台AI驱动机型(KeyenceIM-8000)。中国厂商2010年后快速崛起,以性价比抢占中端市场。历史教训是过度依赖硬件——早期厂商忽视软件,被灵活的新兴企业颠覆。-55℃至+70℃环境,精度保持±0.2μm。山东国产影像测量仪销售
NIST认证量块,不确定度±0.15μm。快速检测影像测量仪
半导体先进封装(如Fan-Out、Chiplet)对影像测量仪提出极限挑战:特征尺寸<10μm,公差±0.5μm。设备需精细测量RDL(再布线层)线宽、凸点高度及TSV(硅通孔)垂直度。例如,在2.5D封装中,影像仪通过同轴落射光穿透钝化层,分析微凸点(直径20μm)的共面性,误差<0.2μm——传统接触式易压塌脆弱结构。关键突破是超分辨率技术:结构光投影结合亚像素算法,将光学分辨率提升至0.1μm;而偏振成像抑制铜层反光干扰。某台积电台积电案例显示,设备使RDL开路率下降60%,良率提升3个百分点。难点在于多层对准:硅片透明度导致下层特征干扰,解决方案是光谱分离技术——蓝光穿透顶层,红光聚焦底层。速度要求严苛:单晶圆(300mm)需检测5万+焊点,高速相机(200fps)配合区域跳转算法,时间从30分钟缩至8分钟。软件集成SEMI标准模块,自动生成符合JEDEC的报告。新兴挑战来自3DNAND堆叠:200层薄膜厚度测量需干涉仪辅助,影像仪负责定位关键层。环境控制达到:洁净室Class1级,振动隔离至0.1μm。随着摩尔定律逼近物理极限,封装测量成为延续芯片性能的关键,影像测量仪正从“辅助工具”升级为“工艺定义者”,支撑中国半导体自主化进程。快速检测影像测量仪