稳定出水,保障生产连续性:在工业生产中,水质的稳定性直接关系到产品质量与工艺连续性。低温蒸发浓缩设备通过精密的蒸发与分离机制,确保处理后的出水始终如一地保持稳定。无论原水浓度如何波动,设备都能有效去除镍等关键污染物,产出符合回用标准的清水,可用于清洗、冷却或其他工艺环节。这种稳定的供水能力,不*减少了对外部水源的依赖,也避免了因水质问题导致的生产中断或产品瑕疵。对于追求精益生产的制造企业而言,这无疑是一项极具价值的保障。低温蒸发浓缩设备可灵活调节参数,满足多样物料浓缩需求,适应性强。日处理4吨水低温蒸发浓缩设备如何处理

低温蒸发器的优点及应用范围:1、效率高:低温蒸发器快速蒸发污水中的水分,实现高效处理浓缩。2、环保:低温蒸发器采用低温蒸发,无需使用化学品,减少环境污染。3、节能:低温蒸发器采用热能回收技术,回收蒸发产生的热能,可降低能耗。4、适用范围广:低温蒸发器适用于处理各类废水,包括工业废水、农业废水、生活污水。低温蒸发器在工业废水处理中的应用:1、浓缩废水:低温蒸发器可以蒸发工业废水中的水分,浓缩废水,减少废水排放。2、污泥处理:低温蒸发器可将废水中的固体污泥进行干燥浓缩,减少废水处理量和运输成本。3、资源回收:低温蒸发器可以回收废水中有价值的物质,如盐类、金属离子等,实现废水处理的资源化利用。低温蒸发浓缩设备品牌低温蒸发浓缩设备采用高质量材料,设备抗腐蚀、耐老化,使用寿命长且维护简便。

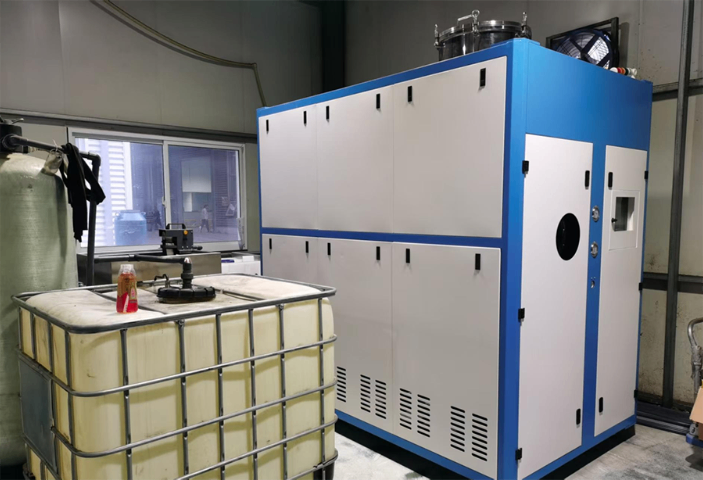
低温蒸发浓缩设备节能优势,蒸发温度:稳定维持在35℃左右,避免高温带来的能源浪费与物料变性风险。运行成本:吨水电耗约130度(主要为压缩机能耗,无其他高耗能设备),能源利用效率优于传统蒸发工艺。人工成本:全过程智能自动化控制,无需专人值守,人工成本接近于零。维护费用:系统设计稳定可靠,吨水平均维护成本不超过3元。综合运行成本:吨水处理总成本可控制在150元以内,在实现高效浓缩的同时具备优异的经济性。该技术尤其适用于高盐、高COD、热敏性物料的处理,在化工、制药、电镀、废水零排放等领域展现出的明显的节能与环保效益。
低温蒸发浓缩设备处理油墨废水案例:一、油墨废水具有高COD、高色度、成分复杂,含树脂、有机溶剂、颜料、助剂等特点,传统处理方法如生化法、膜分离常因可生化性差、污染物浓度高而难以达标。二、智康技术方案智康环保团队经过实地考察和样本分析后,为其配置了ZKDW-S4000L热泵低温蒸发浓缩系统。技术创新:真空蒸发+热泵能效闭环+智能抗垢1.设备在-96kPa至-98kPa负压环境下沸点降低,40℃-45℃低温蒸发。得益于低温运行环境,设备内部结垢、腐蚀等问题减少,关键部件磨损更慢,从而延长了检修周期。2.只需接电,热泵能量梯级回收,吨水电耗130-150kW·h,较传统节能35%-45%。3.设备全自动运行,PLC+物联网平台,远程监控pH、TDS等参数,自动调节浓缩比。(抵御有机物腐蚀)三、客户证言-冷凝水达《污水综合排放标准》(GB8978-1996)一级A标准,直接纳管排放或回用于生产;-实现废水“减量化+无害化”,避免因超标排放面临的环保罚款风险;-树脂、有机溶剂、颜料等富集于浓缩液,浓缩液处理成本微乎其微;-“ZKDW-S4000L系统连续运行4个月,COD稳定达标,预计年节省危废处置费超160余万元。 低温蒸发浓缩设备节能高效,以低温蒸发实现物料浓缩,大幅降低能耗成本。

低温蒸发浓缩设备整个运行周期无需专人实时值守,既能有效减少人工投入,又能避免人为操作失误带来的运行风险,保障设备长期稳定可靠运行。纯物理蒸馏工艺一方面从根源上杜绝了因投加药剂而产生的二次污染,保证处理后水质与物料的纯度;另一方面也省去了药剂采购、存储与投加的成本,简化了整体工艺流程。低温蒸发模式,有效规避水垢生成设备可在35℃左右的常温环境下实现水的高效蒸发分离,相较于传统高温蒸发技术,低温工况大幅降低了水中钙、镁等离子的结垢反应速率,从根本上减少蒸发器换热面的水垢附着问题。这不*能维持设备的换热效率,还能减少设备的清洗频次,延长设备的连续运行时间。同时,系统内置多重智能保护机制,当设备出现故障异常,或原液进料不足、无水时,会自动触发报警并停机保护,避免设备因干烧、故障运行等造成损坏,降低设备维修成本。同时,全封闭结构可确保无任何气体外泄,防止腐蚀性、挥发性气体对操作人员与周边环境造成危害。此外,低温与封闭的运行环境能大幅降低腐蚀性物料对设备内部组件的腐蚀速度,延长设备的整体使用寿命。智康环保低温蒸发浓缩设备耐高低温、抗风雨,户外稳定运行!中药废水低温蒸发浓缩设备案例
想让浓缩过程更绿色环保?低温蒸发浓缩设备,低排放设计,践行环保理念!日处理4吨水低温蒸发浓缩设备如何处理
葡萄汁果汁浓缩案例:某公司通过引进低温蒸发浓缩设备,建成浓缩生产线,采用低温浓缩技术生产葡萄浓缩果汁。该技术不会对香气造成加热破坏,生产出较传统原浆和高温浓缩汁更有竞争力的低温浓缩汁。产品品质明显提升:维生素C保留率从60%提升至92%,果汁色泽鲜亮,果香浓郁,产品单价提高15%,市场竞争力增强。低温浓缩技术的应用,使得葡萄缩果汁在香气保留和营养成分完整性方面表现优异,满足了消费者对品质、健康果汁的需求,从而在市场上具有较强的竞争力。该企业利用热泵真空低温蒸发器,实现了果汁的高效浓缩,同时保留了果汁的原有风味和营养成分,提高了产品质量和市场竞争力。日处理4吨水低温蒸发浓缩设备如何处理