- 品牌
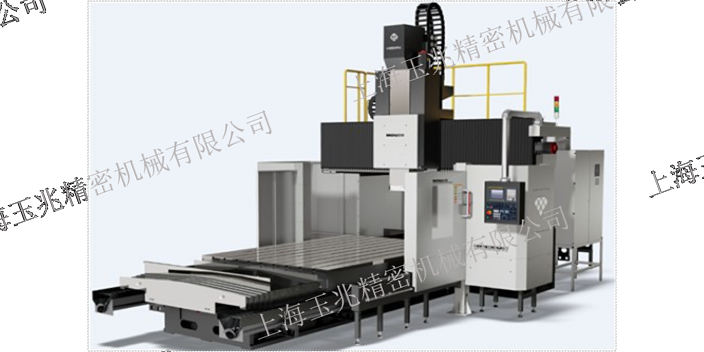
- 海天龙门加工中心
- 型号
- GLU2840
- 运动方式
- 轮廓控制,点位直线控制
选择余地大,无论是从线轨的结构形式还是精度等级,润滑方式还是承重能力,加工方式到运行速度等等参数都是可以选择,你可以根据你设计的机床的具体情况,任意配置你所需要的线轨型号。3、运行速度快,现在很多机床的运行速度极快,特别是空程速度,这个很大程度上就是依赖线轨的功劳,因为滚动摩擦的运行方式以及高精度的加工。切实的保证了机床高速运行的精确性和平稳性,大幅度的提升了加工效率和加工精度。4、加工精度高,因为线轨作为一种标准商品。其无论是材质还是加工方式都进入了良性的可控范围。所以在很多精加工领域的机床。 淮安附近哪里有数控机床出厂价。台州工业数控机床操作

如果偏差过大,可调整位置环增益来排除。然后检查旋转驱动器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。二、龙门加工中心零件的加工精度差一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化时,可检查伺服电机转速是否过高。位置检测元件是否良好;位置反馈电缆接插件是否接触良好;相应的模拟量输出锁存器、增益电位器是否良好;相应的伺服驱动装置是否正常。 台州购买数控机床厂家扬州卧式数控机床出厂价。

松江区数控机床哪里有数控加工中心刀具轨迹设计方法的实例研数控加工中心刀具轨迹设计方法的实例研究(1)CNC加工中心线设计实施例1)切削进给数控机床短路线。海天机床用数字信息控制零件和刀具位移的机械加工方...[详细]232019-11数控加工中心刀具补偿类型数控加工中心刀具补偿类型数控加工中心的刀具补偿有两种:刀具位置补偿和刀尖圆弧半径补偿。海天龙门机床的受控动作大致包括机床的起动、停止;...[详细]222019-11数控加工中心刀具的安装与切割方法数控加工中心刀具的安装与切割方法(1)安装时,切割刀不宜过长,否则影响刀具的刚性。海天加工中心是一种用计算机来控制的机床,用来控制机床的...[详细]222019-11数控加工中心凸轮机构的常用材料和结构数控加工中心凸轮机构的常用材料和结构。1.数控加工中心和凸轮从动常见的材料数控加工中心的凸轮机构工作时,凸轮与从动件的接触面经常出现严重磨...[详细]222019-11攻丝加工数控加工中心攻丝加工数控加工中心(1)普通螺纹简介普通螺纹是我国应用数控机床为数控机床的一种三角形螺纹,牙型角为60度。海天加工中心是一种用计算机来控制的机床。盐城哪里有数控机床销售厂宿迁卧式数控机床出厂价。
一般都不会有很大的问题。2、选择余地大,无论是从线轨的结构形式还是精度等级,润滑方式还是承重能力,加工方式到运行速度等等参数都是可以选择,你可以根据你设计的机床的具体情况,任意配置你所需要的线轨型号。3、运行速度快,现在很多机床的运行速度极快,特别是空程速度,这个很大程度上就是依赖线轨的功劳,因为滚动摩擦的运行方式以及高精度的加工,切实的保证了机床高速运行的精确性和平稳性,大幅度的提升了加工效率和加工精度。4、加工精度高,因为线轨作为一种标准商品,其无论是材质还是加工方式都进入了良性的可控范围,所以在很多精加工领域的机床,大部分都是采用高精度的线轨作为机床导轨,这也极大的保证了机床的加工精度,国内做得比较好的有南京工艺,汉江线轨,中国台湾有上银线轨,德国有力士乐公司,日本有THK线轨等等,这些品牌极大的丰富和满足了市场对各种不同要求的线轨的需求,个人喜欢选用日本的THK,性能稳定,做工精细,就是价格偏高。5、使用寿命长,因为线轨的运行方式是滚动摩擦,滑块里的钢珠通过在轨道上的滚动来驱动进给部件的移动,这种滚动摩擦所承受的摩擦力较硬轨要小的多,所以无论是传递效率还是使用寿命。 常州立加数控机床出厂价。

如您有设备需求欢迎随时来电。登陆上海玉兆官网。硬轨特点、硬轨的优点:1、能够承受更大的载荷,适合大刀量,大进给的粗加工机床。2、因为导轨的接触面积大,机床运行更加平稳,适合对机床振动要求较高的机床,例如磨床等。二、硬轨的缺点:1、材质不均匀,因为一般是铸造成型,所以材质中容易产生夹砂,气孔,疏松等铸造缺陷,导轨面若存在这些缺陷,对导轨的使用寿命和机床精度都是很不利的影响。2、加工难度较大。因为这种类型的导轨一般是跟机床的主要部件例如底座、立柱,工作台,滑鞍等一体相连,所以在加工过程中,其形位公差,粗超度要求,时效处理。淬火处理等过程难以控制,从而导致零件的加工质量不能达到装配的要求。 连云港自动数控机床出厂价。徐州立式数控机床直销价
连云港立加数控机床出厂价。台州工业数控机床操作
龙门加工中心精度变差的解决方法由于龙门加工中心具有比较高的操作精度,所以经常用它来进行加工大型零件的工作,但是经过长时间工作可能会导致加工中心精度变差,这会严重影响正常工作,所以下面要来介绍一下精度变差的具体原因和解决方法。一、龙门加工中心两轴联动时的圆度超差1、圆的轴向变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象限时产生圆度误差。2、斜椭圆误差(45度方向上的椭圆),这时应首先检查龙门加工中心各轴的位置偏差值。 台州工业数控机床操作
- 上海自动数控机床厂家供应 2026-03-10
- 青浦区自动化数控机床联系方式 2026-03-10
- 无锡直销数控机床直销价 2026-03-10
- 上海销售数控机床配件 2026-03-09
- 常州立式数控机床销售电话 2026-03-06
- 南通海天数控机床价格 2026-03-06
- 安徽卧式数控机床哪个好 2026-03-06
- 崇明区附近哪里有数控机床哪家强 2026-03-05
- 崇明区智能数控机床哪家强 2026-03-04
- 合肥海天龙门数控机床厂家 2026-03-03
- 苏州立加数控机床联系方式 2026-03-03
- 奉贤区国产数控机床服务热线 2026-03-03