- 品牌
- 迪卡能源
- 型号
- 1
废水零排放系统涉及多种先进的废水处理技术和工艺,其技术难度相对较高。企业在引入该系统时,需要充分了解各种技术的原理、特点和适用范围,以确保系统的稳定运行和高效处理。此外,废水零排放系统的运维也面临一定的挑战。系统需要专业的运维人员进行日常管理和维护,以确保设备的正常运行和废水的达标排放。企业需要加强人员培训和技术交流,提高运维人员的专业素质和应急处理能力。废水零排放系统目标之一是实现废水的资源化利用。然而,在实际运行过程中,废水资源化利用与回收效率往往受到多种因素的影响。首先,废水中的有用物质种类和含量因行业和工艺的不同而有所差异,这要求系统具备较高的适应性和灵活性。其次,废水资源化利用过程中可能产生新的污染物或副产品,需要采取相应的处理措施。废水资源化利用与回收效率受到技术水平和设备性能的限制,需要不断进行技术创新和设备升级。废水零排放技术,环保创新,助力企业。安徽化工废水零排放技术原理
废水零排放技术的实现需要多种技术的集成应用。在实际操作中,我们应根据废水的成分和特性,选择适合的处理技术,并将其进行有机结合。例如,对于高盐废水,我们可以采用分质分盐工艺进行处理;对于含有重金属的废水,我们可以采用化学沉淀、离子交换等技术进行去除。通过技术的集成应用,我们能够实现对废水的处理和资源化利用,从而实现废水零排放的目标。废水零排放技术的实现面临着诸多挑战,如技术难度高、处理成本高、监管严格等。为了克服这些挑战,我们需要采取一系列对策。首先,我们应加强技术创新和研发,提高废水处理技术的效率和适用性;其次,我们应优化废水处理流程,降低处理成本;我们应加强监管和执法力度,确保废水零排放措施得到有效实施。通过这些对策的实施,我们能够推动废水零排放技术的广泛应用和持续发展。浙江浓缩废水零排放技术废水零排放系统设计需科学合理。
电厂废水零排放是指电厂在运营过程中,通过一系列的技术和管理措施,将废水进行深度处理,实现废水的全部回用或无害化处理,从而达到无废水外排的目标。具体来说,电厂废水零排放的实现主要依赖于以下技术和管理措施:废水处理技术的创新和应用:电厂采用先进的废水处理技术,如膜分离、蒸发结晶、离子交换等,对废水进行深度处理,去除废水中的有害物质,使废水达到回用标准或无害化处理要求。废水资源化利用:电厂通过优化生产流程、提高用水效率等措施,减少废水的产生量,并将废水中的有用物质进行回收和再利用,如回收废水中的热能、盐分等,实现废水的资源化利用。全厂用水及排水系统的优化:电厂对用水及排水系统进行整体优化,实现水资源的梯级利用和循环利用,减少废水排放量和降低废水处理成本。
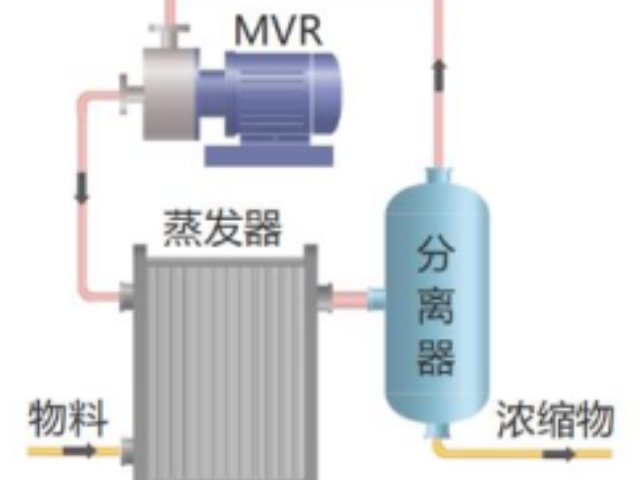
生物降解技术是我们废水零排放设计的又一重要技术特点。该技术利用微生物的代谢功能,将废水中的有机物质分解为无机物质或低分子有机物,从而实现废水的无害化处理。生物降解技术具有成本低、环境友好、处理效果好等优点,特别适用于处理高浓度有机废水。为了实现废水零排放设计的自动化和智能化管理,我们采用了先进的智能化控制系统。该系统能够实时监控废水处理过程中的各项参数,如流量、温度、pH值等,并根据参数变化自动调节处理工艺和设备运行状态。这种智能化控制系统能够确保废水处理过程的稳定性和可靠性,提高废水处理效率和质量。MVR废水零排放,创新技术。

该系统不仅能够有效保护水资源,减少水体污染,还能促进资源的循环利用,实现可持续发展。其环保意义在于,通过减少废水排放,降低对环境的污染和破坏,保护生态系统的平衡与健康。废水零排放系统由多个组成部分构成,包括预处理单元、膜分离单元、生物降解单元和控制系统等。预处理单元主要对废水进行初步处理,去除大颗粒杂质和悬浮物;膜分离单元则利用膜材料对废水进行深度净化;生物降解单元则通过微生物的作用将废水中的有机物质分解为无害物质。在运行过程中,废水首先进入预处理单元进行初步处理,然后进入膜分离单元进行深度净化,进入生物降解单元进行无害化处理。整个处理过程通过控制系统进行实时监控和智能调节,确保废水达到零排放标准。废水零排放系统确保环境安全。北京MVR废水零排放合作厂家
废水零排放是环保的必然趋势,需综合技术应用。安徽化工废水零排放技术原理
高级氧化技术:通过强氧化剂(如臭氧、过氧化氢等)与废水中的污染物发生反应,将其氧化为无害物质。这种方法适用于处理难以生物降解的有机物和有毒有害物质。膜分离技术:利用不同孔径的膜对废水中的物质进行选择性分离,包括微滤、超滤、纳滤和反渗透等。这些技术可以有效去除废水中的悬浮物、溶解性有机物和盐分等。蒸发结晶技术:将废水加热至沸腾状态,使水分蒸发,而污染物则以固体形式析出。这种技术适用于处理高盐度废水,可以有效降低废水中的盐分含量。离子交换技术:利用离子交换树脂或膜对废水中的离子进行选择性吸附和交换,从而去除废水中的有害物质。这种方法适用于处理含重金属离子或放射性物质的废水。安徽化工废水零排放技术原理
- 化工废水零排放解决方案 2024-10-22
- 金华喷雾废水零排放系统 2024-09-30
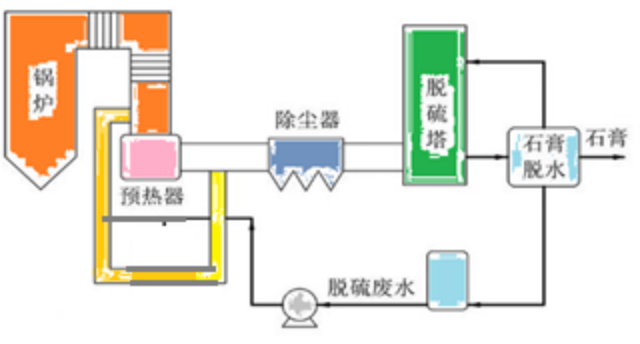
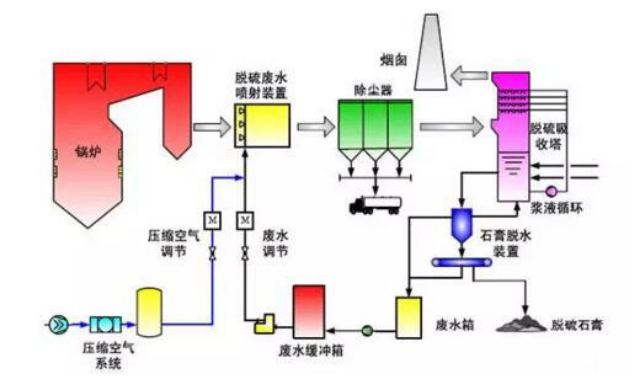
- 安徽脱硫废水零排放方案 2024-09-30
- 广东MVR废水零排放系统 2024-09-30
- 上海电厂废水零排放方案 2024-09-30
- 全国化工废水零排放技术原理 2024-09-30
- MVR废水零排放设计原理 2024-09-30
- 金华MVR废水零排放工程 2024-09-29
- 天津脱硫废水零排放工程 2024-09-29
- 黑龙江喷雾废水零排放常见问题 2024-09-29
- 安徽废水零排放常见问题 2024-09-29
- 黑龙江蒸发废水零排放技术 2024-09-29