- 品牌
- 百财源
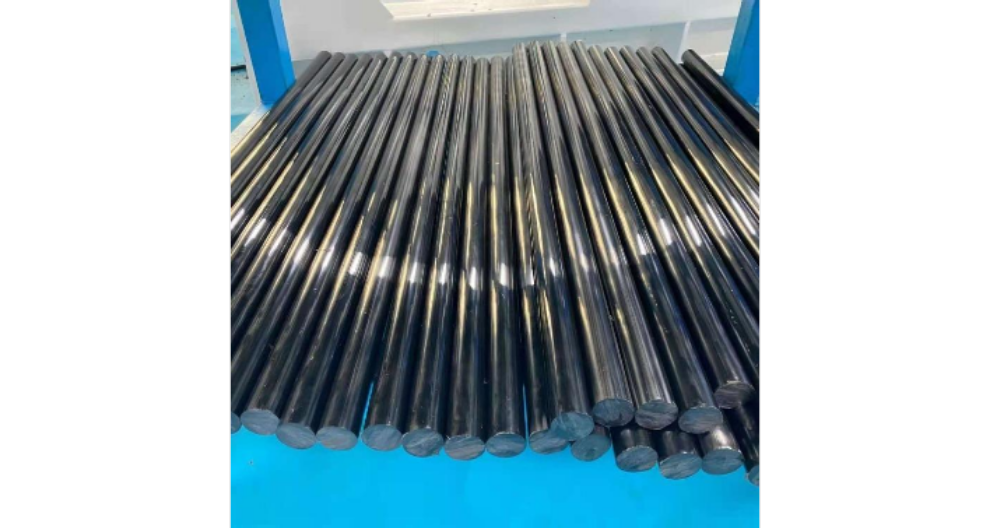
- 型号
- 10*1000-100*1000
- 材质
- POK聚酮
- 硬度
- 硬质
- 截面形状
- 圆形
- 产地
- 东莞
- 长度
- 1000
- 壁厚
- 10-100
- 密度
- 1.24
- 外观
- 本色/黑色
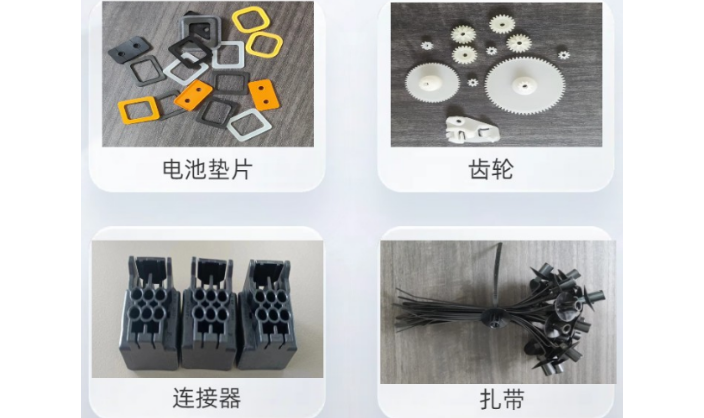
- 用途
- 传动装置零部件、连接件
- 厂家
- 东莞市明德塑胶制品有限公司
尤为值得一提的是,POK聚酮材料的耐燃油性和抗化学性,使其在燃油系统部件、化学储罐等高风险领域的应用中脱颖而出。其极高的耐磨性,更是延长了产品的使用寿命,降低了维护成本。同时,POK的高阻隔性能,有效阻止气体、液体的渗透,为食品包装、医药包装等领域提供了更安全、更可靠的解决方案。 ,POK材料还具备优良的阻燃效果,这一特性在消防安全方面具有重要意义,为建筑、交通、电子电器等多个行业提供了更安全、更环保的材料选择。我们公司积极参与社会公益活动,履行企业社会责任,回馈社会。南通本色POK棒哪里有卖
在追求可持续发展的 ,材料科学领域不断涌现出创新成果,POK聚酮材料便是其中的佼佼者。作为一种由CO₂(二氧化碳)、乙烯、丙烯聚合而成的新型绿色聚合物材料,POK不*实现了对环境友好型原料的高效利用,还以其 的性能特性在多个领域展现出巨大潜力。POK的高冲击强度和极高的韧性,使其在需要承受高应力或冲击载荷的应用中表现非凡,如汽车部件、体育用品及安全防护装备等。其杰出的抗水解性和抗化学性,则确保了材料在恶劣环境下的稳定性和耐久性,为户外设施、化工容器等领域提供了可靠的解决方案。此外,POK的高阻隔性和耐燃油性,使其在包装行业,特别是食品包装和燃油系统部件中,能够有效保护内容物免受外界污染,延长保质期。南通本色POK棒哪里有卖得益于聚酮材料的性能,POK棒展现出极高的韧性,轻松应对各种挑战。

POK棒材具有优异的耐磨性和抗变形性能。这主要得益于POK材料本身的高分子结构和紧密的结晶结构。高分子结构使得POK材料具有较高的强度和韧性,而紧密的结晶结构则使得POK材料具有优异的耐磨性和抗变形能力。此外,通过添加改性后的填充剂、抗氧剂、润滑剂等助剂,可以进一步提高POK棒材的性能。三、POK棒材的表面处理方法(一)机械处理机械处理是POK棒材表面处理的一种常用方法。通过机械加工设备对POK棒材进行打磨、抛光等处理,可以去除表面的毛刺、不平整部分和氧化层等缺陷,使产品表面更加光滑、平整。机械处理的方法简单易行,适用于各种形状和尺寸的POK棒材。
POK棒材在高温环境下的应用由于其出色的热稳定性和耐热性,POK棒材在高温环境下具有广泛的应用前景。以下是一些具体的应用领域:(一)航空航天领域航空航天领域对材料的性能要求非常高,特别是在高温和高压环境下。POK棒材的高温稳定性和耐热性使其成为航空航天领域的理想材料之一。它可以用于制造发动机部件、导弹外壳等高温部件,确保这些部件在高温环境下能够正常工作并保持良好的性能。(二)电子领域电子领域对材料的绝缘性能和耐热性要求也很高。POK棒材的电气绝缘性能和耐热性使其成为电子领域的理想材料之一。它可以用于制造电子元件、电路板等部件,确保这些部件在高温环境下能够正常工作并保持良好的电气性能。POK棒的安全性能经过严格测试和验证,符合国际安全标准,保障操作人员的安全。

为了更好地说明如何选择适合特定项目的POK棒材规格,以下以一个具体的案例进行分析。某化工厂需要采购一批POK棒材用于制作化工设备的密封圈和轴承。根据项目的实际需求,需要选择具有优异抗化学性和耐燃油性的POK棒材规格。首先,对化工厂的工作环境进行分析,发现其工作环境中存在多种腐蚀性化学物质和高温条件。因此,需要选择具有优异抗化学性和高热变形温度的POK棒材材质。其次,对项目的受力情况进行分析,发现密封圈和轴承需要承受一定的压力和摩擦力。因此,需要选择具有足够强度和刚度的POK棒材规格。***,根据项目的尺寸精度要求和成本控制要求,选择了一种直径为20mm、长度为1000mm的POK棒材规格POK棒的设计紧凑,占用空间小,适用于空间有限的生产场所。河北环保材料POK棒销售
我们公司注重员工培训和技能提升,确保售后服务团队的专业素质和服务水平。南通本色POK棒哪里有卖
POK棒材的耐热性(一)耐热性测试方法为了评估POK棒材的耐热性,通常采用热变形温度测试、热应力测试等方法。这些方法能够直观地反映出POK棒材在高温下的耐热性能。(二)POK棒材的耐热性表现POK棒材的热变形温度高达210℃,这意味着它可以在高温环境下长时间使用而不发生明显的变形或失效。此外,通过热应力测试可以发现,POK棒材在高温下的应力松弛速度较慢,能够保持较好的尺寸稳定性。这些测试结果表明,POK棒材具有出色的耐热性,能够在高温环境下保持其优良的机械性能和稳定性。南通本色POK棒哪里有卖

在环保成为全球共识的,POK聚酮材料以其独特的绿色制造过程和的性能特性,成为了材料科学界的一颗璀璨明星。作为由C0(一氧化碳)、乙烯和丙烯聚合而成的新型绿色聚合物,POK不*减少了对传统石油资源的依赖,还因其可降解或循环利用的特性,为环境保护贡献了重要力量。POK的高冲击强度和极高韧性,使其在各种极端环境下都能保持出色的稳定性和耐用性。这种特性在汽车制造、航空航天、安全防护等领域尤为关键,能够提升产品的安全性和使用寿命。同时,其杰出的抗水解性确保了材料在潮湿或水下环境中的长期稳定性,为水下设备、海洋工程等领域提供了新的解决方案。明德塑胶的 POK 棒采用高质量原料,品质一致性高。邢台齿轮棒PO...
- 江西自润滑POK棒多少钱 2026-02-26
- 青海玻纤增强POK棒厂家 2026-02-26
- 甘肃POK棒销售 2026-02-26
- 吉林增韧POK棒密度 2026-02-25
- 浙江增强POK棒生产 2026-02-24
- 河南低摩擦POK棒厂家直销 2026-02-24
- 四川增强POK棒物性 2026-02-14
- 贵州玻纤增强POK棒厂家 2026-02-14
- 内蒙古增强POK棒多少钱 2026-02-14
- 北京POK棒哪里买 2026-02-13


- 邢台供应POK棒批发 2026-02-11
- 河北本色POK棒销售 2026-02-11
- 湖北增韧POK棒密度 2026-02-11
- 陕西国产POK棒加工 2026-02-11
- 韩国晓星POK棒物性 2026-02-10
- 安徽定制POK棒批发 2026-02-10




- 汕尾防静电POM板私人定做 02-25
- 广东附近POM板 02-25
- 无锡防静电POM板加工 02-25
- 吉林增韧POK棒密度 02-25
- 肇庆防静电POM板 02-25
- 甘肃靠谱的POM板 02-24
- 浙江增强POK棒生产 02-24
- 河南低摩擦POK棒厂家直销 02-24
- 重庆增韧POK板厂家直销 02-24
- 韶关进口POM板 02-24