随着产品结构的日益复杂和精度要求的不断提升,凭2D图像信息已无法满足所有检测需求。3D视觉技术在瑕疵检测中的应用正迅速增长。通过激光三角测量、结构光或飞行时间(ToF)等原理,3D传感器能快速获取物体表面的三维点云数据。这带来了极大的优势:它可以直接测量高度、平面度、共面性、体积等尺寸信息,不受物体...
瑕疵检测系统基本参数
- 品牌
- 熙岳智能
- 型号
- 瑕疵检测系统
- 适用范围
- 零件瑕疵显微检测系统
- 产地
- 中国南京
- 厂家
- 南京熙岳智能科技有限公司
瑕疵检测系统企业商机
自动化瑕疵检测系统不*是一个“筛选工具”,更是数字化质量管理体系的核心数据入口。现代系统强调检测结果的标准化记录和全过程可追溯。每一次检测,系统不*输出“合格/不合格”的判定,还会将原始图像、缺陷特征图、时间戳、产品批次号、生产线编号等元数据结构化地存储到数据库或云端。这构建了完整的产品质量电子档案。通过数据分析平台,质量工程师可以轻松生成各类统计过程控制(SPC)图表,实时监控关键质量特性的波动趋势,及时发现生产过程的异常苗头,实现从“事后检验”到“事中控制”乃至“事前预防”的转变。当发生客户投诉时,可以迅速追溯到该批次产品的所有生产与检测记录,进行精细的根源分析。此外,这些海量的检测数据本身也是宝贵的资产,通过大数据分析,可以挖掘出缺陷类型与工艺参数(如温度、压力、速度)之间的隐蔽关联,为工艺优化和产品设计改进提供数据驱动的决策支持,从而形成质量管理的闭环。均匀的光照环境对成像质量至关重要。嘉兴线扫激光瑕疵检测系统优势

印刷品(包装、出版物、标签)的瑕疵检测侧重于图文质量和色彩一致性。系统需要检测:印刷缺陷,如脏点、飞墨、套印不准、条纹、糊版;色彩偏差,通过颜色传感器或高光谱相机测量关键区域的色度值(如CMYK或Lab值),与标准色样对比,反馈给印刷机控制系统进行实时调整;文字与条码识别,确保印刷内容准确无误且OCR可读。现代印刷检测系统通常在印刷后设置检测工位,采用高分辨率彩色相机进行连续拍摄。算法方面,除了常规的瑕疵检测,还涉及复杂的图像比对技术:将实时采集的图像与标准的数字原稿(Golden Template)进行像素级或特征级比对,找出差异。在高速轮转印刷中,图像配准(对齐)技术至关重要,需克服材料拉伸、抖动带来的位置偏差。深度学习可用于识别更细微的、人眼难以察觉的纹理性缺陷或复杂的艺术图案异常。系统不*输出缺陷报警,还能生成详尽的色彩报告、缺陷分布图,帮助操作员快速调整墨键、压力等参数,减少开机废料,保障批次间颜色一致性。零件瑕疵检测系统趋势遮挡和复杂背景是实际应用中需要解决的难题。

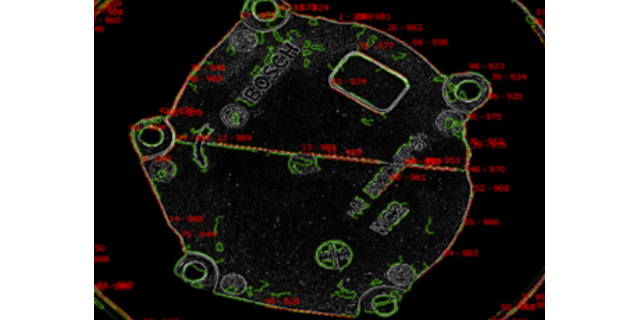
随着产品结构的日益复杂和精度要求的不断提升,凭2D图像信息已无法满足所有检测需求。3D视觉技术在瑕疵检测中的应用正迅速增长。通过激光三角测量、结构光或飞行时间(ToF)等原理,3D传感器能快速获取物体表面的三维点云数据。这带来了极大的优势:它可以直接测量高度、平面度、共面性、体积等尺寸信息,不受物体表面颜色和纹理变化的影响。例如,检测手机外壳的装配缝隙、电池的鼓包、焊接点的饱满度,或是注塑件的缩痕,3D检测是直接有效的方法。更进一步,将2D视觉的高分辨率纹理、颜色信息与3D视觉的精确形貌信息相结合,即多传感器融合,能构建更多的产品数字孪生体,实现“所见即所得”的全维度检测。例如,在检测一个精密齿轮时,2D相机可以检查齿面的划痕和锈蚀,而3D传感器可以精确测量每个齿的轮廓度和齿距误差。这种融合系统通过数据配准和联合分析,能发现单一传感器无法识别的复合型缺陷,提升了检测系统的能力和可靠性,尤其适用于精密制造和自动化装配的在线验证。
尽管瑕疵检测技术取得了长足进步,但仍存在若干瓶颈。首先,“数据饥渴”与“零缺陷”学习的矛盾突出:深度学习需要大量缺陷样本,但现实中追求的目标恰恰是缺陷极少出现,如何利用极少量的缺陷样本甚至用正常样本进行训练(如采用自编码器、One-Class SVM进行异常检测)是一个热门研究方向。其次,模型的泛化能力有待加强,一个在A产线上训练良好的模型,直接迁移到生产类似产品但光照、相机型号略有差异的B产线时,性能可能大幅下降。这催生了领域自适应、元学习等技术的研究。展望未来,瑕疵检测系统将向几个方向发展:一是“边缘智能”化,将更多的AI推理算力下沉到生产线旁的嵌入式设备或智能相机中,降低延迟和对中心服务器的依赖。二是与数字孪生深度结合,利用实时检测数据持续更新产品与过程的虚拟模型,实现预测性质量控制和根源分析。三是“无监督”或“自监督”学习的进一步成熟,降低对数据标注的依赖。四是系统更加柔性化和易用化,通过图形化配置和自动参数优化,使非用户也能快速部署和调整检测任务。实时报警功能能在发现缺陷时立即提示操作人员。

评估一个瑕疵检测系统的性能,需要客观的量化指标。这些指标通常基于混淆矩阵(Confusion Matrix)衍生而来,包括:1)准确率:正确分类的样本占总样本的比例,但在正负样本极不均衡(瑕疵样本极少)时参考价值有限。2)精确率(查准率):所有被系统判定为瑕疵的样本中,真正是瑕疵的比例,反映了系统“报准”的能力,误报率高则精确率低。3)召回率(查全率):所有真实瑕疵中,被系统成功检测出来的比例,反映了系统“找全”的能力,漏检率高则召回率低。4)F1分数:精确率和召回率的调和平均数,是综合平衡两者能力的常用指标。在定位任务中,还会使用交并比(IoU)来衡量预测框与真实框的重合度。此外,ROC曲线和AUC值也是评估分类模型整体性能的重要工具。在工业场景中,还需考虑系统的吞吐量(单位时间处理件数)、稳定性(长时间运行的性能波动)、鲁棒性(对产品正常外观波动的容忍度)以及误报成本与漏报成本。通常,需要根据具体应用的风险权衡精确率与召回率:在安全关键领域(如医药),宁可误报也不可漏报;而在追求效率的场合,可适当容忍一定漏报以降低误报带来的停机成本。建立标准化的测试数据集和评估流程是保证系统性能可信的关键。克服反光是检测光滑表面(如玻璃)的主要挑战之一。四川电池瑕疵检测系统技术参数
系统稳定性需要在不同环境条件下进行验证。嘉兴线扫激光瑕疵检测系统优势
传统的人工检测依赖于训练有素的质检员在特定光照条件下,通过目视或简单工具对产品进行筛查。这种方式存在固有的局限性:首先,人眼易受生理与心理因素影响,存在注意力周期性波动、视觉疲劳、标准主观性等问题,导致检测一致性与稳定性差,尤其在处理微小、高对比度差或高速移动的瑕疵时,漏检与误检率居高不下。其次,人工检测效率低下,难以匹配现代化高速生产线的节奏,成为产能提升的瓶颈。再者,其成本随着劳动力价格攀升而持续上涨,且难以形成结构化、可追溯的质量数据档案。自动化瑕疵检测系统的兴起,正是为了解决这些痛点。其发展历程伴随着传感技术(从CCD到CMOS,从可见光到多光谱)、计算能力(从集成电路到GPU并行计算)和算法理论(从传统图像处理到深度学习)的飞跃。系统通过模拟并远超人类视觉的感知能力,实现了7x24小时不间断工作,以恒定的标准执行检测任务,将人力从重复、枯燥且对眼力要求极高的劳动中解放出来,转而从事更具创造性的系统维护、数据分析与工艺优化工作。这种演进不*是技术的进步,更是生产范式向数字化、智能化转型的必然要求。嘉兴线扫激光瑕疵检测系统优势
与瑕疵检测系统相关的文章

徐州零件瑕疵检测系统公司
- 上海电池瑕疵检测系统用途 2026-03-01
- 山东线扫激光瑕疵检测系统功能 2026-03-01
- 连云港铅酸电池瑕疵检测系统案例 2026-02-28
- 连云港铅酸电池瑕疵检测系统优势 2026-02-28
- 连云港铅板瑕疵检测系统私人定做 2026-02-28
- 南京零件瑕疵检测系统定制 2026-02-28
- 常州传送带跑偏瑕疵检测系统性能 2026-02-28
- 广东篦冷机工况瑕疵检测系统优势 2026-02-28
- 江苏篦冷机工况瑕疵检测系统私人定做 2026-02-28
- 杭州压装机瑕疵检测系统售价 2026-02-27
- 天津电池片阵列排布瑕疵检测系统制造价格 2026-02-27
- 徐州电池片阵列排布瑕疵检测系统用途 2026-02-27
与瑕疵检测系统相关的产品



与瑕疵检测系统相关的新闻
-
无锡线扫激光瑕疵检测系统价格 2026-02-26 00:12:01瑕疵检测系统的未来愿景,将超越“事后剔除”的被动角色,向“事前预防”和“过程优化”的主动质量管理演进。通过与物联网(IoT)技术的深度结合,系统采集的海量质量数据将与生产线上的传感器数据(温度、压力、速度等)以及MES/ERP系统中的工艺参数进行大数据关联分析。利用机器学习模型,系统不*能发现缺陷,...
-
盐城榨菜包瑕疵检测系统制造价格 2026-02-26 04:01:45将瑕疵检测系统无缝集成到现有生产线是一个复杂的系统工程,远非简单“安装摄像头”即可。它需要机械、电气、软件和控制等多领域的协同。机械集成需设计稳固的安装支架,确保相机和镜头在振动、温度变化环境下保持精细定位,并考虑到产品流通过程中不会发生碰撞或刮擦。电气集成则涉及与PLC(可编程逻辑控制器)、机器人...
-
浙江篦冷机工况瑕疵检测系统私人定做 2026-02-26 10:02:11瑕疵检测系统的技术演进经历了从传统机器视觉到深度学习的关键跨越。传统方法严重依赖于工程师的专业知识,通过设计特定的图像处理算法(如边缘检测、阈值分割、Blob分析、纹理分析、模板匹配)来捕捉预设的瑕疵特征。这类方法在场景稳定、瑕疵规则且对比度明显的场合依然高效可靠。然而,面对复杂背景、瑕疵形态多变(...
-
徐州木材瑕疵检测系统技术参数 2026-02-26 06:01:56引入自动化瑕疵检测系统是一项重要的资本投入,企业决策者必然关注其投资回报率。系统的直接成本包括硬件(相机、镜头、光源、传感器、工控机、机械框架)、软件授权或开发费用,以及安装调试和后期维护的成本。而其带来的经济效益是多方面的:直接的是人力成本的节约,系统可以24小时不间断工作,替代多个质检工位。更重...
与瑕疵检测系统相关的问题
新闻资讯
产品推荐
-

上海番茄智能采摘机器人私人定做
2026-03-09 -

北京自动智能采摘机器人定制
2026-03-09 -
浙江制造智能采摘机器人定制
2026-03-09 -
上海压装机定制机器视觉检测服务价格低
2026-03-08 -
天津榨菜包定制机器视觉检测服务趋势
2026-03-08 -
福建什么是智能采摘机器人公司
2026-03-08 -
江苏自制智能采摘机器人技术参数
2026-03-08 -
浙江aoi视觉检测设备
2026-03-08 -

北京多功能智能采摘机器人用途
2026-03-08