带式烘干机为企业生产带来多维度实用优势,成为各类物料烘干的装备。效率层面,设备采用连续化作业设计,可实现 24 小时不间断运转,单条生产线日处理量覆盖几吨至几十吨区间,能灵活适配不同规模的生产需求,有效避免物料堆积造成的生产延误,保障工序衔接顺畅高效。品质层面,依托科学的热风分配系统与稳定的输送速度控制,热气流均匀作用于物料表面及内部,让烘干后的物料含水率保持一致,品相规整均匀,大幅提升产品市场竞争力,为后续加工或直接销售筑牢品质基础。成本层面,全自动化运行模式大幅减少人工投入,多层式结构设计有效压缩设备占地面积,降低场地使用成本,搭配内置的余热回收装置,充分利用废热资源进一步削减能耗支出。长期投入使用下,企业生产成本得到实质性降低,盈利空间稳步拓宽,为企业提质增效、降本增收提供有力支撑。模块化的烘干机设计方案为产能升级与现场布局提供了高度的灵活性。贵州豆渣烘干机

三回程滚筒烘干机搭载智能温控系统,依托高精度传感器实时捕捉筒内温湿度数据,自动灵活调节热风流量与筒体转速,充分贴合不同物料的烘干需求,实现按需供给的高效烘干模式。设备采用全封闭筒体设计,搭配高效除尘装置,粉尘排放量远低于国家标准,同时废气经余热回收系统充分利用后低温排放,从源头减少环境影响,环保合规毫无压力。操作层面极为便捷,通过触控屏完成参数设定即可启动运行,配备的故障预警功能实时监测设备运行状态,提前规避潜在问题,为生产全程保驾护航。关键部件选用耐磨耐用的材料,经特殊工艺处理后使用寿命大幅延长,后期维护频率与成本明显降低,既减轻了运维负担,又节约了生产成本,让企业生产过程省心又省钱,适配现代化高效环保的生产需求。浙江原煤烘干机设备公司三回程结构缩短烘干路径,物料与热气流充分接触,快速脱水且含水率均匀。

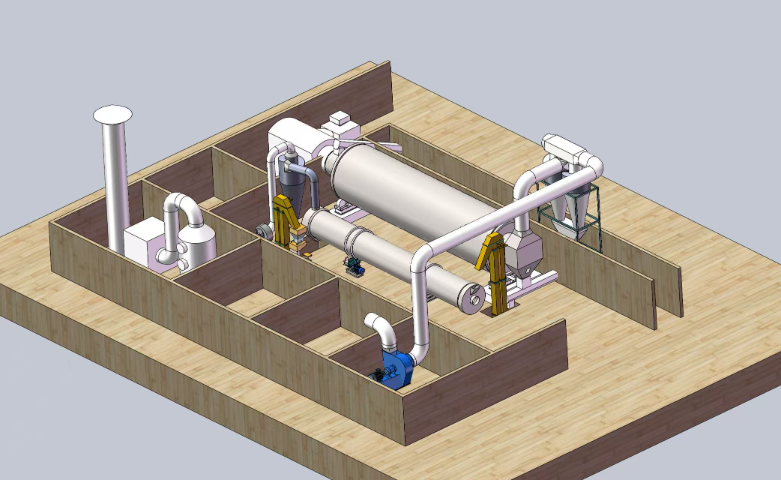
三筒烘干机的结构设计是其高效运行的根本保障。其主体由三个同心安置的圆筒构成,形成了独特的嵌套式烘干腔体。动力系统通常由四个减速电机驱动两端的拖轮,确保庞大的筒体能够平稳绕中心轴转动。内部结构更是精妙,每个筒体内都布置有特定角度与数量的扬料板,它们不仅负责在转动中扬起、抛撒物料,其螺旋形状也共同决定了物料在筒内纵向移动的速度与方向。筒体两端的螺旋导向板则像交通指挥员,精确引导物料在不同筒体之间完成转移。这套机械系统与通入筒内的热风流协同工作,共同构成了一个集翻动、输送、换热、排湿于一体的连续化工业烘干装置,展现出高度的机械设计与热工原理的融合。
在农业环保与食用菌养殖领域,锯末烘干机的应用有效推动资源循环,为两大领域的绿色发展提供助力。一方面,烘干后的锯末水分含量稳定,可与畜禽粪便、秸秆等有机废弃物按科学比例混合发酵,作为有机肥原料。这种混合原料不仅能加速发酵进程,还能提升有机肥的疏松度,让养分更易被农作物吸收,同时从根源上解决了农林废料露天堆积产生的异味、污水渗透等污染问题,实现废料减量化与资源化的双重目标。另一方面,在蘑菇、香菇、金针菇等多种食用菌养殖中,洁净烘干的锯末是理想的栽培基料。干燥的锯末环境能有效抑制霉菌、杂菌滋生,避免菌种受污染,同时其疏松结构可为食用菌菌丝生长打造无菌、透气的适宜条件,减少烂菇、畸形菇的出现,助力养殖户稳定提升食用菌产量与品质。锯末烘干机的应用,进一步拓宽了农林废料的应用路径,推动农业生态链的良性循环。烘干机定制预留升级空间,随企业发展灵活调整,实现长期价值。

黄沙烘干机的工作原理基于“热传导+热对流”的双重干燥机制,其结构与技术设计直接决定了干燥效率与处理效果。目前市场上主流的黄沙烘干机多采用滚筒式结构,主要由滚筒主体、托轮装置、传动系统、热源装置、进料装置、出料装置及除尘系统等部分组成。工作时,湿黄沙通过进料装置进入倾斜设置的滚筒内部,滚筒在传动系统的驱动下缓慢旋转,内部设置的抄板将黄沙不断抄起、洒落,使物料与热源产生的高温气流充分接触。热源可根据用户需求选择燃煤、燃气、燃油或生物质燃料等多种形式,高温气流在滚筒内与物料逆向流动,一方面通过气流与物料表面的接触实现热对流换热,快速蒸发水分;另一方面通过滚筒壁与抄板的热传导,进一步提升干燥效率。经过持续的翻转与换热,水分被充分蒸发后随气流排出,干燥后的黄沙则通过滚筒末端的出料装置完成收集。为提升干燥效果,黄沙烘干机还会配备智能温控系统,可实时监测滚筒内的温度与物料含水率,自动调节热源供给与滚筒转速,确保干燥后的黄沙含水率稳定在1%-3%的标准范围,同时有效避免物料过热变质等问题。 生物质颗粒 / 有机肥加工适配,三回程滚筒烘干机提质增效,助力原料达标投产。陕西粪便烘干机报价
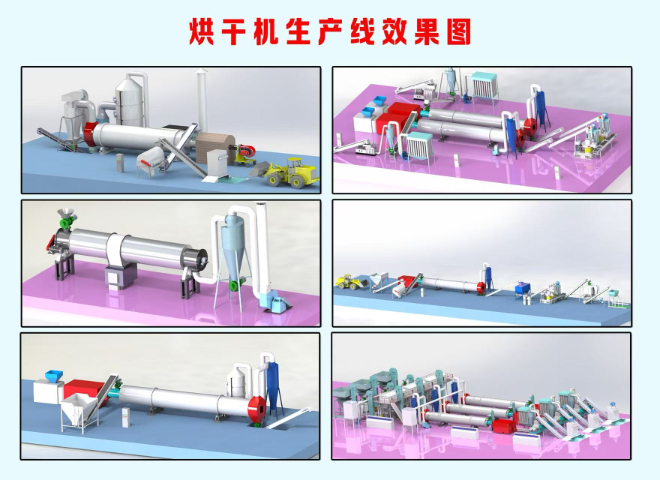
小型移动 / 大型机组多规格烘干机,按需适配,满足不同产能与场地需求。贵州豆渣烘干机
随着环保政策的不断收紧与建材行业的转型升级,黄沙烘干机正朝着高效节能、绿色环保、智能升级的方向快速发展。在节能方面,新一代黄沙烘干机通过优化滚筒结构设计、采用新型保温材料、配备余热回收系统等方式,大幅提升了热利用效率,较传统机型节能20%以上,有效降低了用户的运营成本。例如,部分机型将干燥过程中产生的余热回收后用于预热湿物料,实现了能源的循环利用,进一步减少了能源消耗。在环保方面,厂家通过升级除尘系统,采用布袋除尘器、静电除尘器等高效净化设备,配合脱硫脱硝装置,可将干燥过程中产生的粉尘、有害气体等污染物处理后达标排放,满足国家严格的环保标准。在智能化方面,现代黄沙烘干机逐步引入物联网技术与智能控制系统,可实现设备运行状态的实时监测、故障预警、远程控制等功能,用户通过手机或电脑即可掌握设备的处理量、含水率、能耗等关键数据,大幅提升了生产管理的便捷性与性。未来,随着技术的持续创新,黄沙烘干机将进一步融合节能、环保、智能等优势,为建材行业的绿色高质量发展提供更有力的支撑。 贵州豆渣烘干机
山东鑫聚能机械设备有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在山东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来山东鑫聚能机械设备供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!