- 品牌
- 凯宁,凯博
- 型号
- 6.8L
气瓶检测包括多个步骤,以下是简单的介绍:1.外观检查:需要目视检查每个气瓶是否有凹痕、凹坑、裂纹、凸起、接缝、划痕、中间层、褶皱、腐蚀、热损伤等。如果瓶身有裂纹、凸起、皱纹或中间层等缺陷,必须报废。2.声音检查:通过敲打瓶子,如果声音清晰有力,回味清淡、悠长且有节奏,则该瓶是合格的。3.瓶口螺纹检查:目视检查或使用低倍放大镜单独检查螺纹是否有裂纹、腐蚀、变形或其他机械损坏。螺纹无裂纹缺陷,高压气瓶缺口不得超过两个;如有轻微腐蚀、磨损或其他损坏,可用丝锥按GB/。4.内部检查:使用电压高达24V且亮度足够的内窥镜或安全灯对气瓶进行内部检查。5.重量和体积测量:必须检查钢瓶的重量和体积。6.水压试验:气缸必须进行水压试验。此外,对于气瓶的检测,还有定期检查、安全存储等步骤。对于具体的操作细节和标准,建议参考行业标准或专业指导。 上海凯宁气瓶检测费用是多少?四川正压式空气呼吸器气瓶检测

在进行的气瓶检测时,确保气瓶的安全性和可靠性需要从多个方面入手:1.确定检测项目和标准:根据气瓶的种类、用途和相关法规,确定需要进行的检测项目和标准。例如,对于氧气瓶,需要进行氧气纯度检测、壁厚测量、水压试验等项目。2.选择合适的检测方法和仪器:根据确定的检测项目和标准,选择合适的检测方法和仪器。例如,对于氧气瓶的氧气纯度检测,可以采用化验分析的方法;对于水压试验,可以采用水压试验机进行。3.严格执行检测程序:在进行的气瓶检测时,严格执行检测程序,确保每个项目都按照标准进行,并做好记录。例如,在进行水压试验时,需要确保试验压力符合标准要求,并且保压时间足够。4.做好安全防护措施:在进行的气瓶检测时,需要注意安全防护措施。例如,对于氧气瓶的氧气纯度检测,需要使用专业的化验设备,并且保证室内通风良好;对于易燃易爆的气瓶,需要使用防爆设备,并且保证检测场所没有明火和静电等安全隐患。5.定期进行检测和维护:对于气瓶来说,定期进行检测和维护是非常重要的。例如,对于氧气瓶,需要定期进行氧气纯度检测、壁厚测量、外观检查等项目;对于易燃易爆的气瓶,需要定期进行压力检测、泄漏检查等项目。 广西氧气瓶气瓶检测收费空呼气瓶检测周期多久?
不合格的气瓶需要进行标识和隔离处理,以确保其不会误用或混入正常使用的气瓶中。以下是具体的处理方法:1.标识:在气瓶上打上不合格标记,或在存放区域设置专门的隔离区,以区分不合格气瓶和合格气瓶。同时,可以在气瓶上贴上“报废”等明显标识,以避免误用。2.隔离:将不合格的气瓶与合格的气瓶分开存放,并放置在专门的隔离区域,以避免误用或混入正常使用的气瓶中。可以设置专门的存放区域或使用特殊的货架进行隔离。3.记录:建立不合格气瓶的记录制度,对不合格气瓶进行编号、登记和分类管理。记录应包括不合格气瓶的名称、数量、类型、制造厂家、检测结果等信息。4.安全处理:对于无法修复或无使用价值的不合格气瓶,应进行安全处理,如销毁或环保处理等,确保不会对环境和人体造成危害。需要注意的是,处理不合格的气瓶时必须严格遵守相关法律法规和标准规范,确保处理过程的安全性和合法性。同时,应加强对不合格气瓶的管理和监督,确保处理措施的有效性和可靠性。
对于检测不合格的气瓶,应当根据不同的情况进行处理:1.凡不符合安全技术要求的气瓶,应进行报废处理。2.不符合气瓶制造规定的气瓶,应由气瓶检验单位进行修理或报废处理。3.凡不符合设计要求的气瓶,应进行报废处理。4.凡出厂资料不全、无制造许可证单位制造的气瓶,应进行报废处理。5.凡经过检验单位检验不符合安全技术要求的气瓶,应进行报废处理。6.凡存在严重损伤、变形、严重腐蚀、机械损伤、裂纹等影响安全使用的缺陷,应进行报废处理。7.凡附件损坏、不全或不符合规定的气瓶,应进行报废处理。8.凡超过使用年限的气瓶,应进行报废处理。9.凡重复检验不合格的气瓶,应进行报废处理。10.凡已经报废的气瓶,应进行撤装处理。以上是气瓶检测不合格的处理方式,具体操作应根据实际情况进行选择和调整。 上海凯宁气瓶检测站联系方式?

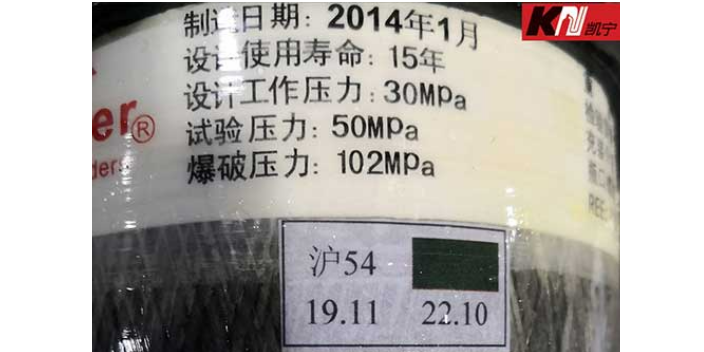
水压试验使用“外侧法水压”试验,试验压力和受试瓶瓶口部位因密封面需受力以及实施外侧法时水套中的水对气瓶施加的液态静压力。
瓶口螺纹与颈圈的检查瓶口螺纹不得有裂纹或裂纹性缺陷,但允许瓶口螺纹有轻微损伤,对高压气瓶允许有不超过牙的缺口,对低压气瓶允许有不超过牙的缺口,且缺口长度不超过圆周的,缺口深度不超过牙高的。对颈圈的牢固性和螺纹情况,应逐只检查,不得歪斜松动。无法加固或颈圈损伤且无法更换的气瓶,由技术(质量)负责人确认,予以报废。如发现用焊接、钎接加固原配颈圈而造成瓶颈或瓶口损伤的气瓶,应判废,颈圈螺纹完好,对螺纹已严重损坏,无法保证牢固地戴上瓶帽的颈圈,应予以更换,无法更换的,气瓶应报废。 呼吸用复合气瓶使用寿命15年。甘肃空呼气瓶检测厂家
上海凯宁安全装备有限公司。四川正压式空气呼吸器气瓶检测
气瓶阀的检查和组装:阀体和其他部件不得有严重变形,螺纹不得有严重损失。在这种情况下,必须更换缸盖阀。更换瓶阀或密封材料时,必须根据所含介质的类型选择合适的瓶阀或材料。安装气瓶阀之前,必须检查气瓶阀的气密性。气密性试验:气缸通过水压试验后,必须进***密性测试。测试仪和测试方法应符合GB/T12137的要求,测试压力应与气瓶的标称工作压力相对应。含有高纯度或混合气体的气瓶应通过浸入进***密性试验。气瓶必须在水中保持至少两分钟,并且在保压期间不得出现泄漏或压降。气密性试验时,有泄漏的气瓶应在试验压力下报废。四川正压式空气呼吸器气瓶检测

钢瓶气瓶检测应遵循相关标准和规范,以确保检测结果的准确性和有效性。以下是一些主要的检测标准:GB 5842-2023《液化石油气钢瓶》:详细规定了液化石油气钢瓶的设计、材料、制造、试验方法、检验规则等,确保钢瓶的安全性和可靠性。GB/T 13004-2016《钢质无缝气瓶定期检验与评定》:规定了钢质无缝气瓶的定期检验方法、评定标准和检验周期等。GB/T 13075-2016《钢质焊接气瓶定期检验与评定》:适用于钢质焊接气瓶的定期检验和评定。GB 13076-2009《溶解乙炔气瓶定期检验与评定》:针对溶解乙炔气瓶的定期检验和评定标准。GB/T 12137-2015《气瓶气密性试验方法》:规定了...
- 天津正压式空气呼吸器气瓶检测费用 2024-10-28
- 湖北空呼气瓶检测行价 2024-10-28
- 广西钢瓶气瓶检测公司 2024-09-27
- 河北正压式空气呼吸器气瓶检测多少钱 2024-09-27
- 重庆正压式空气呼吸器气瓶检测厂家 2024-09-27
- 贵州氧气瓶气瓶检测公司 2024-09-27
- 安徽氧气瓶气瓶检测行价 2024-09-27
- 浙江空呼气瓶检测联系方式 2024-09-04
- 安徽正压式空气呼吸器气瓶检测站 2024-09-04
- 氧气瓶气瓶检测费用是多少 2024-09-04


- 湖南氧气瓶气瓶检测收费 2024-09-03
- 呼吸器气瓶检测费用是多少 2024-09-03
- 上海氧气瓶气瓶检测价格多少 2024-09-02
- 四川空呼气瓶检测联系方式 2024-09-02
- 福建空呼气瓶检测服务电话 2024-09-02
- 广西呼吸器气瓶检测 2024-09-02




- 消防气瓶检测厂家 11-19
- 广西呼吸气瓶检测联系方式 11-18
- 宁波呼吸器检测价格多少 11-18
- 南京钢瓶 检测 11-18
- 甘肃碳纤维气瓶检测厂家 11-18
- 湖州空气呼吸器气瓶检测站 11-18
- 淮安逃生气瓶检测收费 11-15
- 福建逃生气瓶检测行价 11-15
- 山东正压式空气呼吸器检测费用是多少 11-15
- 甘肃钢瓶 检测行价 11-15