
在作业速度上,设备实现 “量级突破”:针对挖掘机动臂(长 8-12 米,含深腔窄缝毛刺),人工依赖角磨机 + 气铲清理需 8-12 小时,且深腔底部 10cm 以上毛刺无法去除;设备通过 3D 扫描定位 + 细长柔性喷嘴,1 小时内即可完成全域清理,包括深入 2-3 米深腔去除缝宽 5-10mm 的...
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
参数适配的灵活性满足不同毛刺处理需求:设备内置 200 + 类铸件参数库,面对风电轮毂 0.02-0.5mm 的微小毛刺,自动调取激光清洗参数(功率 300-400W、扫描速度 500mm/s);切换至塔筒法兰直径 10-20mm 的粗大浇冒口时,10 秒内切换为高压水射流模式(压力 600-800MPa、喷嘴角度 45°),无需人工反复试错调试,可实时响应不同铸件的毛刺特性变化,避免因参数不匹配导致的作业中断。作业路径的柔性规划则提升复杂结构适配灵活性:针对主轴箱体 2-3 米深腔的窄缝毛刺,设备通过 3D 扫描生成内腔模型,自动规划柔性清理路径,让高压水喷嘴沿腔壁曲线灵活移动;处理风电轮毂异形曲面时,激光头可 ±30° 摆动调整角度,贴合曲面弧度去除毛刺,无需更换工装或调整设备布局,同一设备可连续处理 “深腔 + 曲面 + 平面” 等多结构铸件,作业场景覆盖度较传统设备提升 60%。大型铸件去毛刺设备的监控系统,可记录运行数据。河北使用大型铸件去毛刺设备计算
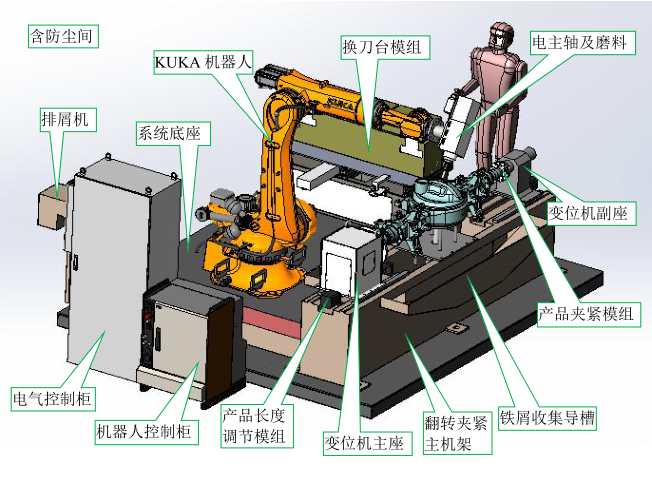
大型铸件去毛刺设备
针对不同结构铸件的精度痛点,监控系统定制化适配:处理深度 2 米的发动机缸体(深腔类)时,3D 视觉传感器实时扫描内腔轮廓,与预设模型比对,若发现喷嘴路径偏移 0.2mm 以上,立即校准运动轨迹,避免腔壁毛刺残留;处理曲率半径 2 米的起重机吊钩(异形曲面)时,位移传感器同步监测激光头摆动角度(±30° 范围内误差≤0.5°),确保曲面各区域毛刺去除均匀,表面粗糙度稳定控制在 Ra≤1.6μm。系统还构建精度反馈闭环:每完成 1 个区域清理,视觉检测模块立即采集表面数据,与该规格铸件的精度阈值(如轧机牌坊平板类铸件 Ra≤3.2μm)比对,若检测到局部粗糙度超标(如 Ra=4.0μm),自动调取参数库调整打磨转速(从 1500r/min 升至 1800r/min),二次清理直至达标。这种全流程智能监控,使不同规格铸件的去毛刺一次合格率稳定在 99% 以上,尺寸误差控制在 0.1mm 内,彻底避免人工清理的精度波动问题,保障重型机械、风电等领域铸件的装配适配性。天津附近大型铸件去毛刺设备规格大型铸件去毛刺设备降低企业环保处理成本。
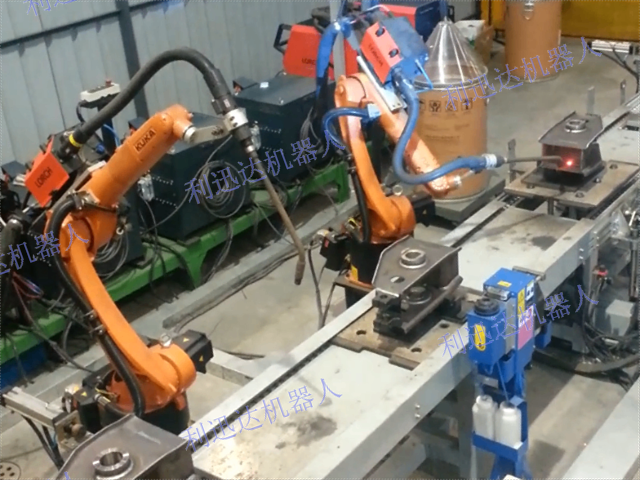
在毛刺去除彻底性上,设备解决传统人工清理的残留痛点:挖掘机动臂的多组焊缝(厚度 15-25mm)易残留焊渣毛刺(高度 3-8mm),人工打磨难以触及焊缝根部,易导致后续销轴装配卡滞;设备采用高压水射流(压力 600-800MPa)配合扇形喷嘴,可深入焊缝间隙 0.5mm 处去除毛刺,结合激光清洗模块处理 0.02-0.5mm 微小焊渣,确保焊缝区域无残留,避免应力集中引发的开裂风险。起重机转台的液压接口密封面(Ra 需≤1.6μm),人工清理易因打磨不均留下划痕,设备通过柔性磨头(弹性聚氨酯材质)与实时压力控制(波动≤±2N),使密封面平整度误差≤0.03mm,杜绝液压油泄漏问题。
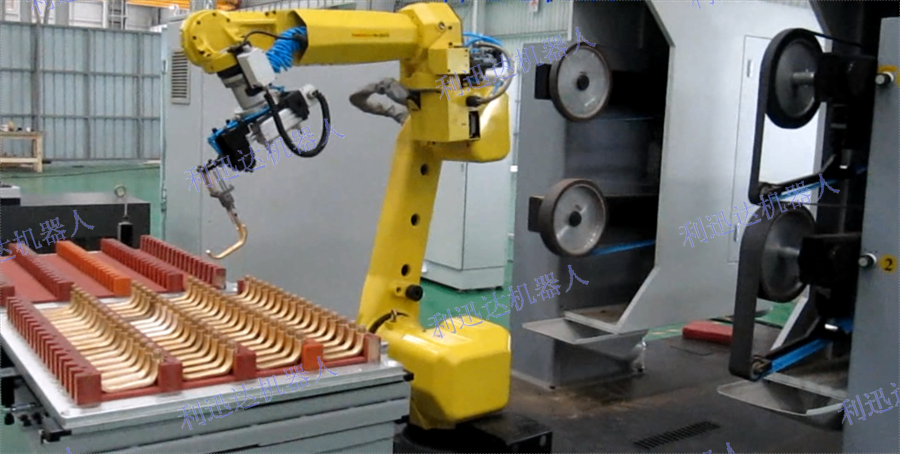
大型铸件去毛刺设备作为重工业生产的关键辅助设备,凭借针对性设计实现对大型铸件表面毛刺的高效去除。这类设备首先具备很强适配性,针对大型铸件体积大、重量重(通常达数吨至数十吨)、外形复杂的特点,采用可升降龙门式架构或移动式作业平台,配合可调节夹持装置,能稳定固定不同规格的铸件,避免作业中工件移位影响除刺效率,同时覆盖铸件表面各个角落,解决人工难以触及的盲区问题。设备融合多维度清理手段:高压水射流系统可利用 300-800MPa 高压水流,快速冲蚀铸件表面的浇冒口毛刺与飞边,每秒处理面积可达 0.5-1.2㎡;数控砂轮打磨模块则通过伺服电机控制打磨力度与转速,针对顽固毛刺进行精细研磨,误差控制在 0.1mm 以内;部分设备还集成激光清洗功能,利用高能激光束瞬间汽化微小毛刺,无机械磨损且不损伤铸件本体。大型铸件去毛刺设备柔性适配不同材质大型铸件。

粉尘污染控制层面,工艺构建 “源头收集 + 高效过滤” 体系:人工干磨起重机转台弧形接缝时,粉尘排放浓度超 200μg/m³,操作人员需直面矽尘危害,车间粉尘堆积严重;设备在高压水射流、打磨模块处同步配备负压吸尘装置(风量 1500-2000m³/h),搭配 HEPA 高效过滤器(过滤效率 99.97%),粉尘排放浓度控制在 35μg/m³ 以下,远低于《工业场所有害因素职业接触限值》(GBZ 2.1-2019)要求,年减少粉尘排放超 0.5 吨 / 台设备,同时改善车间作业环境。化学污染消除是工艺优势:传统酸洗去毛刺(如处理钢 - 铝复合壳体)需使用盐酸、硝酸混合液,会产生含重金属(铁、铝离子)的酸洗废水(pH 值 1-2),且酸雾挥发污染空气;设备采用激光清洗替代化学酸洗,无需任何化学药剂,既避免重金属废水排放(年减少危险废物产生超 2 吨 / 台设备),又消除酸雾对大气的污染,同时杜绝化学药剂对铸件材质的腐蚀(如铝合金表面氧化层破坏)。
大型铸件去毛刺设备服务于汽车行业大型铸件加工。江苏大型大型铸件去毛刺设备批发厂家
大型铸件去毛刺设备适配重型铸件,处理顽固毛刺。河北使用大型铸件去毛刺设备计算
在夹具柔性适配层面,设备针对不同材质特性定制夹持方案:处理球墨铸铁材质的挖掘机斗杆(易因刚性夹持开裂)时,采用带橡胶缓冲层的弧形夹具,夹持压力控制在 50-60MPa,通过 0.1mm 级自适应微调贴合铸件表面,避免局部应力集中;加工 Q345 钢材质的挖掘机动臂(重量大、需稳固固定)时,切换至合金夹具,配合机械锁止结构,夹持力提升至 80-100MPa,确保作业中无位移;面对铝合金材质的轻型工程机械壳体(质软、易划伤),则启用轻质防滑夹具,接触面覆盖硅胶垫,既防止夹持划伤,又避免因夹具过重导致壳体变形。河北使用大型铸件去毛刺设备计算
广东利迅达机器人系统股份有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**广东利迅达机器人系统股份供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
与大型铸件去毛刺设备相关的文章

广西通用大型铸件去毛刺设备维修
- 山东直销大型铸件去毛刺设备方案 2025-12-01
- 广州直销大型铸件去毛刺设备生产厂家 2025-12-01
- 河北附近大型铸件去毛刺设备生产过程 2025-11-06
- 福建直销大型铸件去毛刺设备性价比 2025-11-06
- 浙江销售大型铸件去毛刺设备发展 2025-11-06
- 辽宁进口大型铸件去毛刺设备市场 2025-11-06
- 江苏哪里有大型铸件去毛刺设备规格 2025-11-06
- 河北销售大型铸件去毛刺设备销售厂家 2025-11-06
- 辽宁直销大型铸件去毛刺设备生产过程 2025-11-06
- 浙江个性化大型铸件去毛刺设备计算 2025-11-06
- 浙江国内大型铸件去毛刺设备生产过程 2025-11-06
- 浙江进口大型铸件去毛刺设备定制价格 2025-11-05
与大型铸件去毛刺设备相关的产品

与大型铸件去毛刺设备相关的新闻
-
中国台湾工业大型铸件去毛刺设备生产企业 2025-11-05 08:17:00面对多材质拼接类复杂毛刺(如轻型工程机械的钢 - 铝复合壳体,钢侧毛刺硬且厚、铝侧毛刺软且易变形),设备通过材质识别系统区分拼接区域材质,自动切换处理模块:钢侧采用高压水射流(600MPa)去除厚毛刺,铝侧切换激光清洗(300W 低功率),同时在钢 - 铝交界线 5mm 范围内启用 “功率渐变” 模...
-
广东多功能大型铸件去毛刺设备市场 2025-11-05 07:15:40大型铸件去毛刺设备的柔性适配能力,通过打破 “单一设备对应单一铸件” 的局限,从加工场景切换、多需求响应、复杂工况应对三方面提升作业灵活性,完美适配风电、重型机械领域多规格铸件加工。在铸件规格切换灵活性上,设备机械结构可快速调节:龙门架横向跨度覆盖 8-15 米、升降行程 3-10 米,能快速适配直...
-
河北定做大型铸件去毛刺设备性价比 2025-11-05 01:15:35在工艺模块的表面保护设计上,各模块针对材质特性定制方案:处理铝合金轻型工程机械壳体(表面硬度低、易留划痕)时,打磨模块采用硅胶包覆的柔性磨头,磨头硬度控制在邵氏 60-70A,配合≤30N 的自适应压力,避免磨头直接刚性接触导致的划痕,同时高压水射流选用扇形低压喷嘴(压力 300-400MPa),水...
-
福建附近哪里有大型铸件去毛刺设备哪家强 2025-11-05 03:16:10大型铸件去毛刺设备通过优化资源消耗、减少浪费,从多维度降低风电等领域大型铸件的去毛刺成本,尤其适配直径 3-6 米的轮毂、厚度 80-150mm 的塔筒法兰等加工场景。在人工成本上,设备大幅替代人工投入:传统人工清理 1 台风电轮毂需 3-5 人协作 8-12 小时,日均只处理 1-2 台,按人均日...
与大型铸件去毛刺设备相关的问题
与大型铸件去毛刺设备相关的标签
新闻资讯
产品推荐
-
辽宁全自动焊接机器人工作站保养
2026-03-07 -

江门工业全自动搬运与上下料机器人工作站
2026-03-05 -

青岛自动化全自动搬运与上下料机器人工作站降价
2026-03-05 -

广西全自动焊接机器人工作站设备价钱
2026-03-05 -
东莞一体化全自动打磨机器人工作站维修
2026-03-03 -
玉林全自动焊接机器人工作站保养
2026-03-03 -

青岛直销全自动打磨机器人工作站供应商
2026-03-01 -
中山直销全自动搬运与上下料机器人工作站保养
2026-03-01 -

广东通用全自动焊接机器人工作站系列
2026-02-28