
在作业速度上,设备实现 “量级突破”:针对挖掘机动臂(长 8-12 米,含深腔窄缝毛刺),人工依赖角磨机 + 气铲清理需 8-12 小时,且深腔底部 10cm 以上毛刺无法去除;设备通过 3D 扫描定位 + 细长柔性喷嘴,1 小时内即可完成全域清理,包括深入 2-3 米深腔去除缝宽 5-10mm 的...
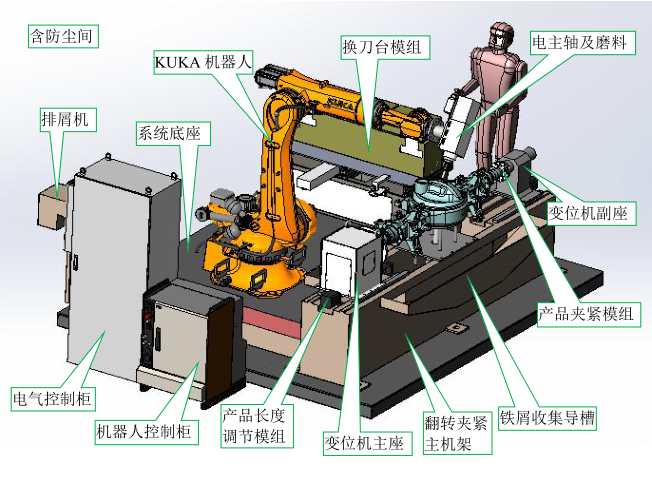
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
大型铸件(如挖掘机动臂、起重机转台,单重 5-50 吨、结构含复杂腔室)的人工去毛刺存在多重效率瓶颈,而设备通过针对性设计,从根源上解决这些问题。人工清理的首要局限是操作适配性差:大型铸件体积庞大,人工需借助脚手架攀爬作业,只移动至铸件顶部或腔室内部就需 30-60 分钟,且无法触及深腔焊缝、异形拐角等盲区,需反复调整站位,单台铸件初步清理就需 8-12 小时。设备则通过可升降龙门架(覆盖 3-8 米高度)与移动式作业平台,10 分钟内即可完成全铸件覆盖,配合 3D 视觉扫描定位盲区,无需人工摸索,直接将 “移动 + 定位” 时间缩短 90% 以上。大型铸件去毛刺设备为大型铸件生产提供高效方案。广东进口大型铸件去毛刺设备性价比
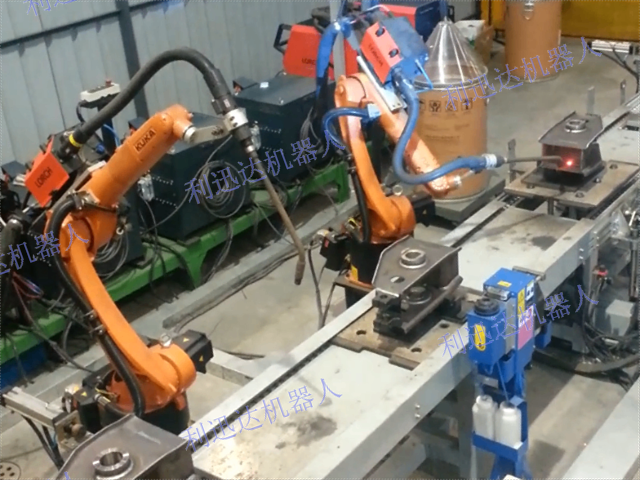
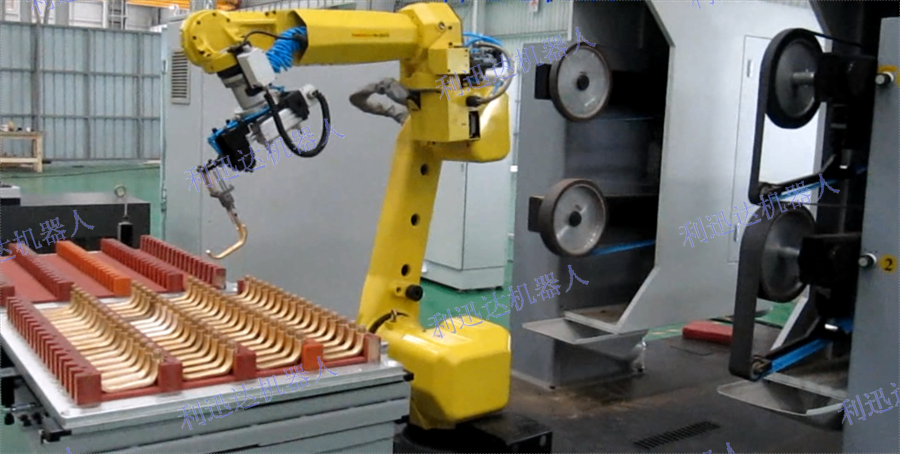
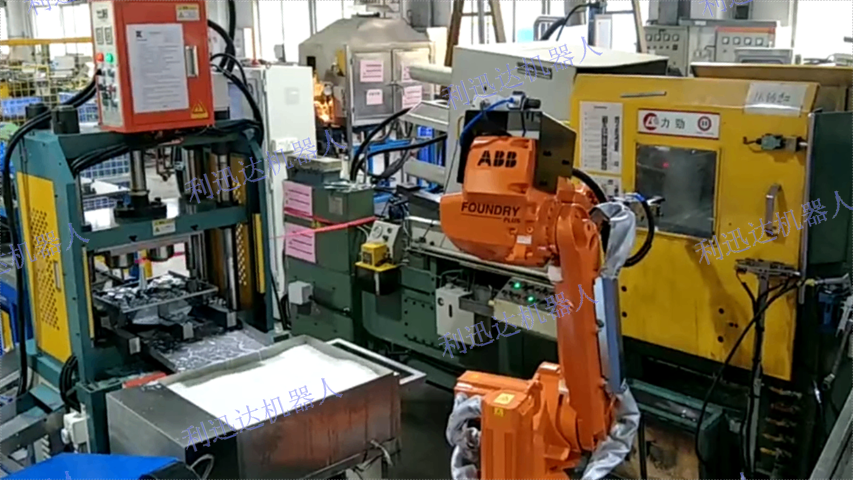
大型铸件去毛刺设备
大型铸件去毛刺设备的低损伤工艺,针对风电轮毂(直径 3-6 米,曲面轮廓度要求≤0.1mm)、塔筒法兰(密封面 Ra≤1.6μm)、主轴箱体(深腔尺寸公差 ±0.05mm)等高精度需求场景,在去除毛刺的同时杜绝精度损耗。工艺适配层面,针对不同精度敏感部位定制清理方案:处理风电轮毂异形曲面时,采用激光清洗模块(能量密度控制在 0.5-1J/cm²),激光束只作用于 0.02-0.5mm 的微小毛刺,热影响区深度≤0.01mm,避免高温导致曲面变形,保障轮廓度达标;清理塔筒法兰密封面时,启用柔性磨头(弹性聚氨酯材质)配合 50N 以下的自适应压力,打磨轨迹贴合密封面平面度要求,防止磨头压力不均造成的局部凹陷,确保密封面平整度误差≤0.03mm;对于主轴箱体深腔(深度 2-3 米,孔径公差 ±0.05mm),采用低压高压水射流(压力 300-400MPa)+ 细长柔性喷嘴,水流冲蚀腔壁毛刺,不冲击腔壁本体,避免孔径扩大或内壁划伤。广东自动化大型铸件去毛刺设备按需定制大型铸件去毛刺设备解决人工去毛刺效率低问题。

加工轨迹与环境异常预警则保障流程连贯性:通过激光传感器实时比对实际清理路径与 3D 规划路径,若发动机缸体深腔喷嘴偏移 0.2mm 以上,立即触发 “轨迹偏差” 预警并自动校准;闭环水循环系统的流量传感器发现回用率低于 85% 时,同步推送 “滤芯堵塞” 预警与更换指引,避免污水污染铝合金铸件表面。所有预警信息均同步至车间 MES 系统,标注异常铸件编号与处理优先级,响应时间≤3 秒,较人工排查效率提升 10 倍以上,有效减少批量返工损失,保障日均 80-120 台套铸件的稳定产出。
大型铸件去毛刺设备的柔性适配与智能监控并非单独功能,而是通过 “动态适配 + 实时校准” 的协同机制,覆盖重型机械领域多规格、复杂结构铸件的加工需求,既实现 “多品类兼容”,又保障 “高精度稳定”。在柔性适配的环节,智能监控全程提供精度兜底:针对不同重量铸件(5-50 吨)的夹持适配,设备通过可换式柔性夹具实现 15 分钟快速换型,同时智能监控系统的位移传感器实时监测夹具紧固度(位移量超 0.1mm 即报警),如切换夹持 50 吨核电压力容器时,自动校准夹具压力(维持在 80-100MPa),避免因夹持过松导致铸件偏移,或过紧造成表面压伤;针对不同尺寸铸件(0.5-15 米)的作业范围适配,龙门架横向 / 纵向移动时,激光定位传感器同步追踪运行轨迹(误差≤0.05mm),确保 12 米挖掘机动臂与 0.8 米机床床头箱在同一设备上加工时,作业模块均能覆盖铸件全域。大型铸件去毛刺设备解决传统去毛刺效率低问题。

设备部件异常预警依托预判性监测技术:数控打磨模块的磨头磨损状态可通过 “毛刺处理时长预判指数” 动态评估,当车架纵梁焊接飞边清理耗时较标准值增加 20%,系统自动计算占比指数 q(关联毛刺个数与连续磨损区域占比),若 q≥0.6 立即预警 “磨头需更换”,避免因磨头失效导致飞边残留;快换式夹具的压力传感器监测到夹持力波动超 ±5MPa 时,弹窗提示 “夹具密封老化”,结合 8 分钟快速换型需求给出检修建议,防止铸件定位偏移引发加工偏差。大型铸件去毛刺设备智能监控确保去毛刺精度。广东大型大型铸件去毛刺设备性能
大型铸件去毛刺设备环保工艺节约能耗。广东进口大型铸件去毛刺设备性价比
参数适配的灵活性满足不同毛刺处理需求:设备内置 200 + 类铸件参数库,面对风电轮毂 0.02-0.5mm 的微小毛刺,自动调取激光清洗参数(功率 300-400W、扫描速度 500mm/s);切换至塔筒法兰直径 10-20mm 的粗大浇冒口时,10 秒内切换为高压水射流模式(压力 600-800MPa、喷嘴角度 45°),无需人工反复试错调试,可实时响应不同铸件的毛刺特性变化,避免因参数不匹配导致的作业中断。作业路径的柔性规划则提升复杂结构适配灵活性:针对主轴箱体 2-3 米深腔的窄缝毛刺,设备通过 3D 扫描生成内腔模型,自动规划柔性清理路径,让高压水喷嘴沿腔壁曲线灵活移动;处理风电轮毂异形曲面时,激光头可 ±30° 摆动调整角度,贴合曲面弧度去除毛刺,无需更换工装或调整设备布局,同一设备可连续处理 “深腔 + 曲面 + 平面” 等多结构铸件,作业场景覆盖度较传统设备提升 60%。广东进口大型铸件去毛刺设备性价比
广东利迅达机器人系统股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广东利迅达机器人系统股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与大型铸件去毛刺设备相关的文章

广西通用大型铸件去毛刺设备维修
- 山东直销大型铸件去毛刺设备方案 2025-12-01
- 广州直销大型铸件去毛刺设备生产厂家 2025-12-01
- 河北附近大型铸件去毛刺设备生产过程 2025-11-06
- 福建直销大型铸件去毛刺设备性价比 2025-11-06
- 浙江销售大型铸件去毛刺设备发展 2025-11-06
- 辽宁进口大型铸件去毛刺设备市场 2025-11-06
- 江苏哪里有大型铸件去毛刺设备规格 2025-11-06
- 河北销售大型铸件去毛刺设备销售厂家 2025-11-06
- 辽宁直销大型铸件去毛刺设备生产过程 2025-11-06
- 浙江个性化大型铸件去毛刺设备计算 2025-11-06
- 浙江国内大型铸件去毛刺设备生产过程 2025-11-06
- 浙江进口大型铸件去毛刺设备定制价格 2025-11-05
与大型铸件去毛刺设备相关的产品
与大型铸件去毛刺设备相关的新闻
-
中国台湾工业大型铸件去毛刺设备生产企业 2025-11-05 08:17:00面对多材质拼接类复杂毛刺(如轻型工程机械的钢 - 铝复合壳体,钢侧毛刺硬且厚、铝侧毛刺软且易变形),设备通过材质识别系统区分拼接区域材质,自动切换处理模块:钢侧采用高压水射流(600MPa)去除厚毛刺,铝侧切换激光清洗(300W 低功率),同时在钢 - 铝交界线 5mm 范围内启用 “功率渐变” 模...
-
广东多功能大型铸件去毛刺设备市场 2025-11-05 07:15:40大型铸件去毛刺设备的柔性适配能力,通过打破 “单一设备对应单一铸件” 的局限,从加工场景切换、多需求响应、复杂工况应对三方面提升作业灵活性,完美适配风电、重型机械领域多规格铸件加工。在铸件规格切换灵活性上,设备机械结构可快速调节:龙门架横向跨度覆盖 8-15 米、升降行程 3-10 米,能快速适配直...
-
河北定做大型铸件去毛刺设备性价比 2025-11-05 01:15:35在工艺模块的表面保护设计上,各模块针对材质特性定制方案:处理铝合金轻型工程机械壳体(表面硬度低、易留划痕)时,打磨模块采用硅胶包覆的柔性磨头,磨头硬度控制在邵氏 60-70A,配合≤30N 的自适应压力,避免磨头直接刚性接触导致的划痕,同时高压水射流选用扇形低压喷嘴(压力 300-400MPa),水...
-
福建附近哪里有大型铸件去毛刺设备哪家强 2025-11-05 03:16:10大型铸件去毛刺设备通过优化资源消耗、减少浪费,从多维度降低风电等领域大型铸件的去毛刺成本,尤其适配直径 3-6 米的轮毂、厚度 80-150mm 的塔筒法兰等加工场景。在人工成本上,设备大幅替代人工投入:传统人工清理 1 台风电轮毂需 3-5 人协作 8-12 小时,日均只处理 1-2 台,按人均日...
与大型铸件去毛刺设备相关的问题
与大型铸件去毛刺设备相关的标签
新闻资讯
产品推荐
-
辽宁全自动焊接机器人工作站保养
2026-03-07 -

江门工业全自动搬运与上下料机器人工作站
2026-03-05 -

青岛自动化全自动搬运与上下料机器人工作站降价
2026-03-05 -

广西全自动焊接机器人工作站设备价钱
2026-03-05 -
东莞一体化全自动打磨机器人工作站维修
2026-03-03 -
玉林全自动焊接机器人工作站保养
2026-03-03 -

青岛直销全自动打磨机器人工作站供应商
2026-03-01 -
中山直销全自动搬运与上下料机器人工作站保养
2026-03-01 -

广东通用全自动焊接机器人工作站系列
2026-02-28