
在作业速度上,设备实现 “量级突破”:针对挖掘机动臂(长 8-12 米,含深腔窄缝毛刺),人工依赖角磨机 + 气铲清理需 8-12 小时,且深腔底部 10cm 以上毛刺无法去除;设备通过 3D 扫描定位 + 细长柔性喷嘴,1 小时内即可完成全域清理,包括深入 2-3 米深腔去除缝宽 5-10mm 的...
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
大型铸件去毛刺设备的柔性适配能力,从 “工装通用化、参数动态化、夹具模块化” 三方面突破传统设备 “一铸件一工装” 的局限,大幅减少工程机械铸件加工中的工装更换需求,降低换型耗时与成本。传统设备处理不同铸件需频繁更换工装:加工挖掘机动臂(长 8-12 米、钢材质)需配备长条形刚性工装(适配直线焊缝),切换至起重机转台(直径 3-5 米、球墨铸铁曲面)时,需拆除原工装并安装弧形定位工装,整套更换流程需 2-3 小时,且工装存储需占用 50㎡以上空间;若加工钢 - 铝复合壳体(多材质拼接),还需额外更换防划伤工装,进一步增加更换频次与成本。大型铸件去毛刺设备节省企业时间成本。中国台湾多功能大型铸件去毛刺设备维保
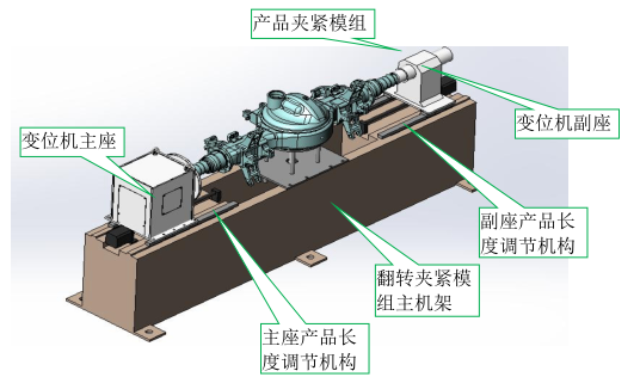
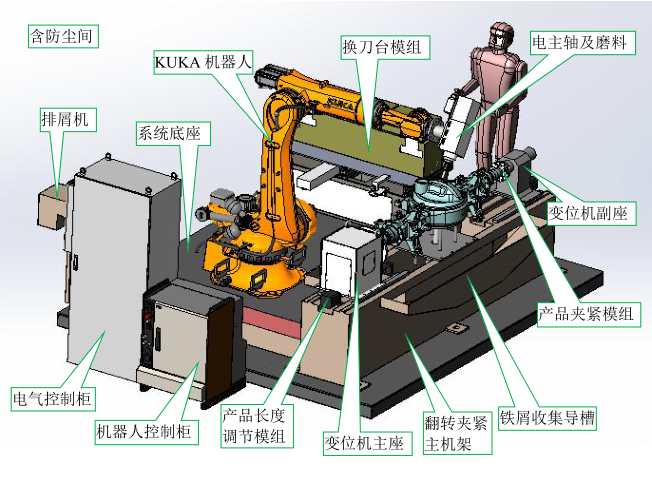
大型铸件去毛刺设备
大型铸件去毛刺设备的智能化系统,以 “全流程数字化管控” 为主要,从进程启动到结束全程把控,确保风电轮毂(直径 3-6 米)、塔筒法兰(厚度 80-150mm)等铸件的去毛刺进程稳定、高效。进程启动阶段,系统实现 “一键适配”:通过视觉识别模块自动扫描铸件型号与规格,10 秒内从内置的 200 + 预设参数库中调取对应方案 —— 如处理风电轮毂时,自动匹配 “激光清洗(功率 400W)+ 高压水射流(压力 600MPa)” 组合流程,同步设定龙门架移动速度(50mm/s)、夹持压力(60MPa),无需人工逐一调试,避免参数错配导致的进程延误,启动效率较人工提升 12 倍。辽宁附近哪里有大型铸件去毛刺设备货源充足大型铸件去毛刺设备精细处理大型铸件复杂毛刺。

在加工参数异常预警层面,系统聚焦重要模块的阈值偏离监测:针对发动机缸体油道(孔径 8-15mm)的高压水射流清理,压力传感器实时追踪水压波动(正常范围 400-600MPa),若因喷嘴堵塞导致压力骤升超 ±5MPa,立即触发声光报警,同时在操作界面标注 “喷嘴堵塞” 故障点,联动设备暂停作业,避免高压冲击损伤油道内壁(类似长安福特气门嘴安装孔毛刺导致的安全隐患);处理变速箱壳体轴承孔(IT7 级精度)时,激光功率传感器持续监测输出功率(标准 250-300W),一旦偏差超 ±10W,自动比对历史数据生成 “功率漂移” 预警,提示校准激光模块,防止热影响区扩大引发孔径变形。
针对不同结构铸件的精度痛点,监控系统定制化适配:处理深度 2 米的发动机缸体(深腔类)时,3D 视觉传感器实时扫描内腔轮廓,与预设模型比对,若发现喷嘴路径偏移 0.2mm 以上,立即校准运动轨迹,避免腔壁毛刺残留;处理曲率半径 2 米的起重机吊钩(异形曲面)时,位移传感器同步监测激光头摆动角度(±30° 范围内误差≤0.5°),确保曲面各区域毛刺去除均匀,表面粗糙度稳定控制在 Ra≤1.6μm。系统还构建精度反馈闭环:每完成 1 个区域清理,视觉检测模块立即采集表面数据,与该规格铸件的精度阈值(如轧机牌坊平板类铸件 Ra≤3.2μm)比对,若检测到局部粗糙度超标(如 Ra=4.0μm),自动调取参数库调整打磨转速(从 1500r/min 升至 1800r/min),二次清理直至达标。这种全流程智能监控,使不同规格铸件的去毛刺一次合格率稳定在 99% 以上,尺寸误差控制在 0.1mm 内,彻底避免人工清理的精度波动问题,保障重型机械、风电等领域铸件的装配适配性。大型铸件去毛刺设备的监控系统,可记录运行数据。
大型铸件去毛刺设备的柔性适配能力,通过打破 “单一设备对应单一铸件” 的局限,从加工场景切换、多需求响应、复杂工况应对三方面提升作业灵活性,完美适配风电、重型机械领域多规格铸件加工。在铸件规格切换灵活性上,设备机械结构可快速调节:龙门架横向跨度覆盖 8-15 米、升降行程 3-10 米,能快速适配直径 3 米的风电轮毂与长度 5 米的主轴箱体;快换式柔性夹具支持 15 分钟内完成 “弧形轮毂夹具” 到 “平面法兰夹具” 的切换,且夹具自带 0.1mm 级自适应微调功能,无需重新校准定位,较传统设备(换型需 2-3 小时)切换效率提升 8 倍,可应对同一车间内多规格铸件交替加工的需求。大型铸件去毛刺设备柔性适配能力减少工装更换。福建大型大型铸件去毛刺设备图片
大型铸件去毛刺设备降低大型铸件去毛刺成本。中国台湾多功能大型铸件去毛刺设备维保
工艺参数的柔性调节是适配关键:针对球墨铸铁(屈服强度约 400MPa),高压水射流压力设为 400-500MPa,激光清洗功率控制在 400-500W,避免冲击或高温导致材质裂纹;处理 Q345 钢(屈服强度 345MPa、韧性强)时,水压可升至 600-800MPa 以去除粗大焊缝毛刺,激光功率提至 500-600W,兼顾效率与材质保护;对于铝合金(屈服强度约 200MPa、易变形),水压降至 300-400MPa,激光功率调低至 300-400W,同时打磨模块采用弹性磨头(压力≤30N),防止过度打磨导致表面凹陷。中国台湾多功能大型铸件去毛刺设备维保
广东利迅达机器人系统股份有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,广东利迅达机器人系统股份供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与大型铸件去毛刺设备相关的文章

广西通用大型铸件去毛刺设备维修
- 山东直销大型铸件去毛刺设备方案 2025-12-01
- 广州直销大型铸件去毛刺设备生产厂家 2025-12-01
- 河北附近大型铸件去毛刺设备生产过程 2025-11-06
- 福建直销大型铸件去毛刺设备性价比 2025-11-06
- 浙江销售大型铸件去毛刺设备发展 2025-11-06
- 辽宁进口大型铸件去毛刺设备市场 2025-11-06
- 江苏哪里有大型铸件去毛刺设备规格 2025-11-06
- 河北销售大型铸件去毛刺设备销售厂家 2025-11-06
- 辽宁直销大型铸件去毛刺设备生产过程 2025-11-06
- 浙江个性化大型铸件去毛刺设备计算 2025-11-06
- 浙江国内大型铸件去毛刺设备生产过程 2025-11-06
- 浙江进口大型铸件去毛刺设备定制价格 2025-11-05
与大型铸件去毛刺设备相关的产品

与大型铸件去毛刺设备相关的新闻
-
中国台湾工业大型铸件去毛刺设备生产企业 2025-11-05 08:17:00面对多材质拼接类复杂毛刺(如轻型工程机械的钢 - 铝复合壳体,钢侧毛刺硬且厚、铝侧毛刺软且易变形),设备通过材质识别系统区分拼接区域材质,自动切换处理模块:钢侧采用高压水射流(600MPa)去除厚毛刺,铝侧切换激光清洗(300W 低功率),同时在钢 - 铝交界线 5mm 范围内启用 “功率渐变” 模...
-
广东多功能大型铸件去毛刺设备市场 2025-11-05 07:15:40大型铸件去毛刺设备的柔性适配能力,通过打破 “单一设备对应单一铸件” 的局限,从加工场景切换、多需求响应、复杂工况应对三方面提升作业灵活性,完美适配风电、重型机械领域多规格铸件加工。在铸件规格切换灵活性上,设备机械结构可快速调节:龙门架横向跨度覆盖 8-15 米、升降行程 3-10 米,能快速适配直...
-
河北定做大型铸件去毛刺设备性价比 2025-11-05 01:15:35在工艺模块的表面保护设计上,各模块针对材质特性定制方案:处理铝合金轻型工程机械壳体(表面硬度低、易留划痕)时,打磨模块采用硅胶包覆的柔性磨头,磨头硬度控制在邵氏 60-70A,配合≤30N 的自适应压力,避免磨头直接刚性接触导致的划痕,同时高压水射流选用扇形低压喷嘴(压力 300-400MPa),水...
-
福建附近哪里有大型铸件去毛刺设备哪家强 2025-11-05 03:16:10大型铸件去毛刺设备通过优化资源消耗、减少浪费,从多维度降低风电等领域大型铸件的去毛刺成本,尤其适配直径 3-6 米的轮毂、厚度 80-150mm 的塔筒法兰等加工场景。在人工成本上,设备大幅替代人工投入:传统人工清理 1 台风电轮毂需 3-5 人协作 8-12 小时,日均只处理 1-2 台,按人均日...
与大型铸件去毛刺设备相关的问题
与大型铸件去毛刺设备相关的标签
新闻资讯
产品推荐
-
辽宁全自动焊接机器人工作站保养
2026-03-07 -

江门工业全自动搬运与上下料机器人工作站
2026-03-05 -

青岛自动化全自动搬运与上下料机器人工作站降价
2026-03-05 -

广西全自动焊接机器人工作站设备价钱
2026-03-05 -
东莞一体化全自动打磨机器人工作站维修
2026-03-03 -
玉林全自动焊接机器人工作站保养
2026-03-03 -

青岛直销全自动打磨机器人工作站供应商
2026-03-01 -
中山直销全自动搬运与上下料机器人工作站保养
2026-03-01 -

广东通用全自动焊接机器人工作站系列
2026-02-28