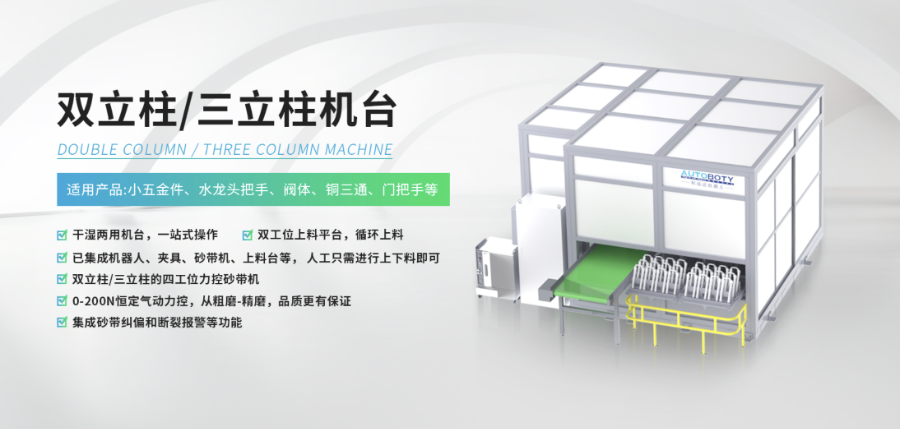
“双立柱/三立柱的四工位力控砂带机”是利迅达机台技术架构中的**加工模块。这里的“四工位”是一个关键概念,它并不意味着整个系统只有四个加工位置,而是指在双立柱或三立柱的结构上,可以配置**多四个**的、具备力控功能的砂带机加工单元。这些工位可以根据工艺要求进行灵活配置。例如,在一个典型的...
双立柱/三立柱机台基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
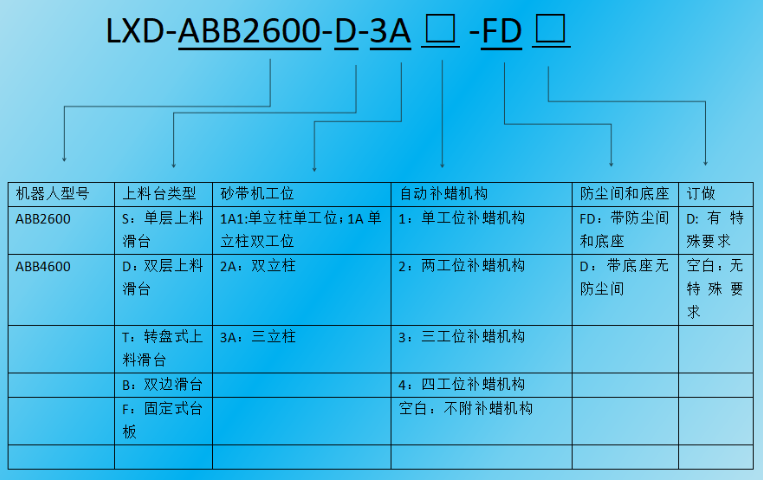
- LXD-ABB2600-D-3A-2-FD-D
- 电压
- 380
- 加工定制
- 是
- 用途
- 打磨抛光
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
双立柱/三立柱机台企业商机
从单立柱到三立柱:如何根据产能需求进行升级规划用户在规划自动化项目时,需要具备前瞻性,考虑未来的产能扩张需求。利迅达提供的从单立柱(1A)到双立柱(2A)再到三立柱(3A)的系列化产品,为这种升级规划提供了清晰的路径。在项目初期,如果预算有限或产能需求不高,可以选择单立柱双工位(1A)配置。这是一个功能完备的入门单元,能够胜任大多数产品的两步法加工(如粗精磨)。此时,在厂房布局和基础设施(如气源、电源容量)规划上,就应预先考虑未来升级的可能性,预留出足够的空间和接口。当市场需求增长,需要进一步提升产能或工艺复杂度时,升级路径就变得清晰。用户可以向利迅达咨询,将现有的单立柱机台升级为双立柱。这可能涉及在原有底座上增加第二个立柱和相应的砂带机工位,并对机器人程序和电气控制系统进行扩展。这种升级通常比重新购买一台新设备成本更低,周期更短。同样,从双立柱升级到三立柱也是可行的。这种模块化、可扩展的设计理念,保护了用户的初始投资,避免了因产能快速提升而导致的设备快速淘汰。用户在选型时,不应**着眼于当前需求,而应与供应商深入探讨未来的业务展望,制定一条从简单到复杂、从低产能到高产能的平滑升级路线图。 两工位补蜡系统满足中等生产要求。茂名自动化双立柱/三立柱机台销售厂家

利迅达机台在构建柔性制造系统(FMS)中的潜力在现代制造业向小批量、多品种方向发展的趋势下,柔性制造系统(FMS)成为企业提升市场响应能力的关键。利迅达的双立柱/三立柱机台,凭借其内在的可编程性和可配置性,展现出融入FMS的巨大潜力。其柔性首先体现在机器人强大的轨迹编程能力上。通过离线编程和示教,可以快速生成针对不同形状、尺寸工件的比较好打磨路径。当需要切换产品类型时,操作员只需在控制系统中调用相应的加工程序,机器人便能自动适应新的任务,这极大地减少了产品换型时间。其次,柔性来源于其模块化的夹具设计和快速更换接口。可以为一类工件设计**夹具,并预先安装在快换盘上。当生产不同工件时,机器人可以自动或由辅助设备协助更换手爪(EOAT),实现多种产品的混流生产。再者,其多工位砂带机配置本身就是一种柔性资源。不同的工位可以配备不同特性的工具(如不同粒度的砂带、布轮、钢丝轮等),以应对不同产品的工艺需求组合。在更高级的FMS构想中,多台利迅达机台可以与AGV(自动导引车)、自动化立体仓库以及**控制系统集成。AGV负责根据订单将不同工件的毛坯从仓库运送至相应的机台上料点,机台在完成加工后。 河北双立柱/三立柱机台利迅达机器人双立柱机台专为小五金件自动化打磨设计。
力控技术在表面处理工艺中的演进与利迅达的应用力控技术在机器人表面处理领域的发展,经历了从“位置控制”到“被动顺应”再到“主动力控”的演进过程,而利迅达应用的“0-200N恒定气动力控”属于先进的主动力控范畴。早期的位置控制模式下,机器人严格按预定轨迹运动,忽略工件本身的尺寸公差和定位误差,导致压力不稳定,要么磨不到,要么过磨。随后出现的被动顺应装置(如弹簧或气浮头)提供了一定的缓冲,但压力依然会随着位置的补偿而变化,无法保持恒定,且响应迟缓。利迅达采用的主动力控技术,通过力传感器或高精度气压反馈,构成了一个闭环控制系统。该系统实时监测工具与工件之间的接触力,并与设定值进行比较,一旦出现偏差,立即驱动执行机构(如气缸)进行补偿,从而将接触力动态地、快速地稳定在目标值。这种技术的应用,使得机器人打磨能够像熟练工匠一样“感受”力量,但又超越了工匠的体力极限和稳定性。它允许机器人以恒定的压力去处理存在尺寸公差的铸造件,或跟随具有复杂曲面的工件,确保磨削量的均匀。从粗磨时的高压力高效去除,到精磨时的低压力精细抛光,一切皆可精确设定和复现。利迅达将这一技术集成于其机台。
针对不同材质(钢、铜、铝)的工艺参数调整策略利迅达机台在处理不同材质的工件时,需要相应地调整工艺参数,主要是磨削压力、砂带粒度、线速度和加工模式(干湿)。对于钢材(如碳钢、不锈钢),其硬度高、强度大。在粗磨阶段,可以采用较高的压力(如100-150N)和较粗的砂带(如60-120目)以实现高效去材。精磨时则需降低压力(如30-80N)并使用细粒度砂带(如180-400目以上)。不锈钢易加工硬化,建议采用湿式加工以降温,并可能需使用**砂带和蜡。对于铜材,其质地软、导热性好但易划伤。整个加工过程都应采用较低的压力(如20-80N),避免工件变形和过切。推荐使用湿式加工,以冲刷粘性铜屑并获得更佳光洁度。砂带选择上,从中粒度开始直接精磨可能更高效,因为粗磨易留下深划痕难以去除。对于铝合金,它软且熔点低,易粘刀。磨削压力也应控制在较低至中等范围(如40-100N)。干式加工较为常用,因为水可能引起铝氧化发黑。但需特别注意除尘,铝粉有风险。砂带宜选用韧性好、不易塞屑的品种。无论何种材质,比较好的参数组合都需要通过工艺试验来确定。利迅达机台恒定的力控和灵活的编程能力,为这种精细化的工艺调试和优化提供了完美的平台。 单工位补蜡机构保障基础工艺需求。

“双立柱/三立柱的四工位力控砂带机”是利迅达机台技术架构中的**加工模块。这里的“四工位”是一个关键概念,它并不意味着整个系统只有四个加工位置,而是指在双立柱或三立柱的结构上,可以配置**多四个**的、具备力控功能的砂带机加工单元。这些工位可以根据工艺要求进行灵活配置。例如,在一个典型的四工位设置中,可以安排两个工位使用粗粒度砂带负责大余量的快速去除(粗磨),另外两个工位使用细粒度砂带负责获得光滑表面(精磨或抛光)。机器人可以夹持着一个工件,按照预设的程序,依次经过这四个工位,完成从粗到精的全套处理流程。另一种应用模式是,针对一个结构复杂的工件,其不同部位可能需要不同角度或不同特性的打磨,这时四个工位的砂带机可以布置成不同的空间姿态,或配备不同特性的砂带,由机器人带动工件依次接受处理,从而在一次装夹中完成所有复杂表面的加工。这种多工位并行的设计,避免了在单一工位上频繁更换砂带所带来的时间浪费和精度损失,极大地提高了加工的连贯性和效率。它特别适合于工序多、要求高的产品,如**水龙头或精密阀体,能够确保在**短的循环时间内,实现**完善的表面处理效果。 特殊订做服务满足个性化需求。玉林定做双立柱/三立柱机台降价
单立柱单工位配置适合简单加工任务。茂名自动化双立柱/三立柱机台销售厂家
砂带机工位的配置是利迅达机台设计的**,直接决定了其工艺能力和生产效率。选项从简单的“1A1:单立柱单工位”到强大的“3A:三立柱”。“1A1”是**简单的配置,只有一个立柱和一个加工工位。这通常适用于工艺要求极其简单,只需单一磨削或抛光工序的产品,或者用于科研、小批量试产,其灵活性强,但效率**低。“1A:单立柱双工位”在同一个立柱上集成了两个砂带机头,这意味着可以在一个工位上实现两种不同的加工,例如使用两种不同粒度的砂带。机器人可以带动工件在一次装夹中先后接触这两个机头,完成两步处理,效率比1A1有提升。“2A:双立柱”是更常见的生产型配置。两个立柱提供了更强的结构稳定性和更多的工位布置可能性。通常可以在每个立柱上配置两个工位,从而实现总共四个工位(即四工位力控砂带机)。这使得在一台设备上实现复杂的、多步骤的完整表面处理流程成为可能,效率大幅提高。“3A:三立柱”是**高配置,它提供了**大的系统刚性和**多的工位扩展能力。除了可以配置更多的砂带机进行并行或串行加工外,还可以在其中集成其他工具,如旋转锉、钢丝轮等,实现打磨、抛光、拉丝等多种工艺的复合。三立柱机台是为高产率、高复杂度产品量身定制的解决方案。茂名自动化双立柱/三立柱机台销售厂家
广东利迅达机器人系统股份有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,广东利迅达机器人系统股份供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与双立柱/三立柱机台相关的文章

广州一体化双立柱/三立柱机台系列
- 广州工业双立柱/三立柱机台服务热线 2026-01-29
- 广东直销双立柱/三立柱机台维保 2026-01-28
- 济南工业双立柱/三立柱机台生产厂家 2026-01-28
- 青岛一体化双立柱/三立柱机台降价 2026-01-27
- 钦州工业双立柱/三立柱机台保养 2026-01-27
- 自动化双立柱/三立柱机台厂家报价 2026-01-27
- 山东自动化双立柱/三立柱机台服务热线 2026-01-25
- 江门工业双立柱/三立柱机台系列 2026-01-25
- 珠海定做双立柱/三立柱机台 2026-01-24
- 山东一体化双立柱/三立柱机台系列 2026-01-24
- 青岛通用双立柱/三立柱机台售后服务 2026-01-23
- 江门自动化双立柱/三立柱机台生产厂家 2026-01-23
与双立柱/三立柱机台相关的产品

与双立柱/三立柱机台相关的新闻
-
玉林定做双立柱/三立柱机台耗材 2026-01-14 01:11:53从单立柱到三立柱:如何根据产能需求进行升级规划用户在规划自动化项目时,需要具备前瞻性,考虑未来的产能扩张需求。利迅达提供的从单立柱(1A)到双立柱(2A)再到三立柱(3A)的系列化产品,为这种升级规划提供了清晰的路径。在项目初期,如果预算有限或产能需求不高,可以选择单立柱双工位(1A)配...
-
济南通用双立柱/三立柱机台方案 2026-01-14 01:11:53阀体密封面精密磨削的技术要求与应对阀体,特别是其关键密封面的精密磨削,是确保阀门无泄漏、长寿命运行的**工序。这对自动化磨削设备提出了极高的技术要求,利迅达机台从几个关键方面予以应对。首先是精度与稳定性。阀体的密封面通常是平面或锥面,对其平面度、粗糙度及与基准孔的同轴度有严格规定。这就要...
-
东莞双立柱/三立柱机台维修 2026-01-14 02:11:25“双立柱/三立柱的四工位力控砂带机”是利迅达机台技术架构中的**加工模块。这里的“四工位”是一个关键概念,它并不意味着整个系统只有四个加工位置,而是指在双立柱或三立柱的结构上,可以配置**多四个**的、具备力控功能的砂带机加工单元。这些工位可以根据工艺要求进行灵活配置。例如,在一个典型的...
-
珠海双立柱/三立柱机台检修 2026-01-14 02:11:25针对不同材质(钢、铜、铝)的工艺参数调整策略利迅达机台在处理不同材质的工件时,需要相应地调整工艺参数,主要是磨削压力、砂带粒度、线速度和加工模式(干湿)。对于钢材(如碳钢、不锈钢),其硬度高、强度大。在粗磨阶段,可以采用较高的压力(如100-150N)和较粗的砂带(如60-120目)以实...
与双立柱/三立柱机台相关的问题
与双立柱/三立柱机台相关的标签
新闻资讯
产品推荐
-
辽宁全自动焊接机器人工作站保养
2026-03-07 -

江门工业全自动搬运与上下料机器人工作站
2026-03-05 -

青岛自动化全自动搬运与上下料机器人工作站降价
2026-03-05 -

广西全自动焊接机器人工作站设备价钱
2026-03-05 -
东莞一体化全自动打磨机器人工作站维修
2026-03-03 -
玉林全自动焊接机器人工作站保养
2026-03-03 -

青岛直销全自动打磨机器人工作站供应商
2026-03-01 -
中山直销全自动搬运与上下料机器人工作站保养
2026-03-01 -

广东通用全自动焊接机器人工作站系列
2026-02-28