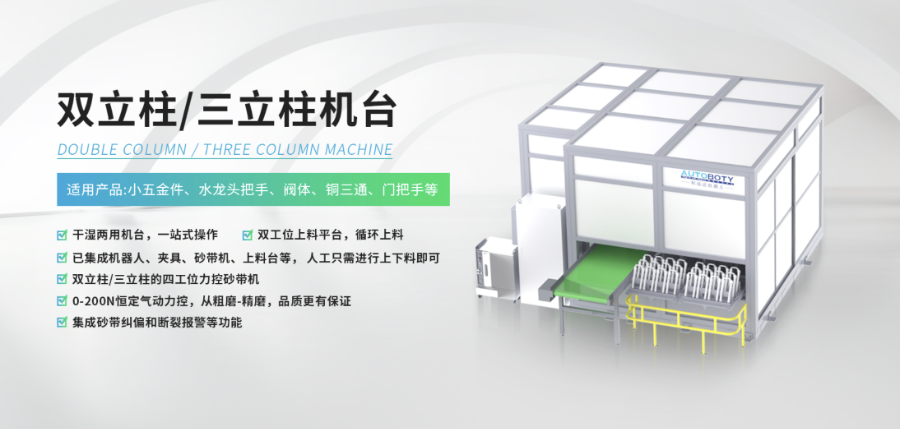
“双立柱/三立柱的四工位力控砂带机”是利迅达机台技术架构中的**加工模块。这里的“四工位”是一个关键概念,它并不意味着整个系统只有四个加工位置,而是指在双立柱或三立柱的结构上,可以配置**多四个**的、具备力控功能的砂带机加工单元。这些工位可以根据工艺要求进行灵活配置。例如,在一个典型的...
双立柱/三立柱机台基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
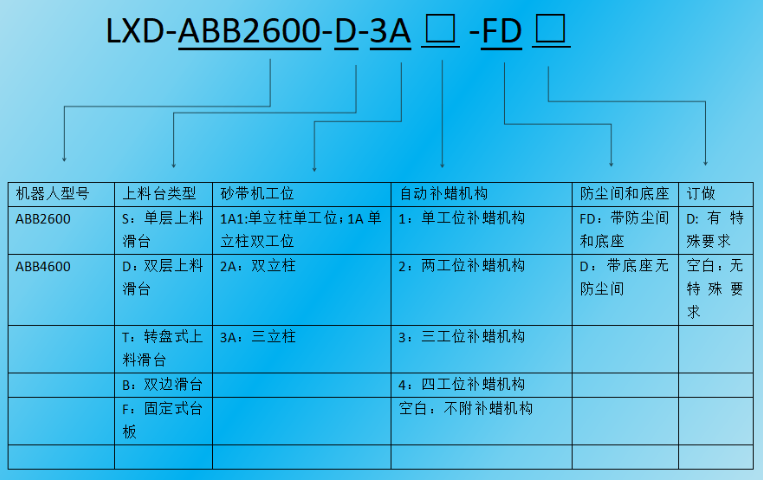
- LXD-ABB2600-D-3A-2-FD-D
- 电压
- 380
- 加工定制
- 是
- 用途
- 打磨抛光
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
双立柱/三立柱机台企业商机
双工位上料平台是利迅达机台为实现高效连续生产而设计的关键部件之一。它的工作模式通常遵循一个简单而高效的逻辑:将上料区域划分为两个**的工位,例如工位A和工位B。当机器人的加工程序正在对从工位A取来的工件进行加工时,操作人员可以同时在工位B放置新的待加工毛坯件。一旦机器人完成对工位A那一批工件的所有加工任务,它会自动移动到工位B,抓取新的工件开始下一轮加工循环。而此时,操作人员则可以利用这个机器加工的时间窗口,将工位A上已经加工完成的成品取下,并重新放上新的毛坯件。如此循环往复,形成了一个不间断的生产节拍。这种设计巧妙地利用了机器人的加工时间与人工上下料时间的重叠,将原本串行的“人工上料-机器加工-人工下料”流程,转变为并行的作业模式。它有效地将操作人员的辅助时间“隐藏”在了机器的加工时间之内,从而比较大限度地减少了机器人的等待空闲时间,使得设备的实际利用率(Uptime)接近比较大化。对于生产管理者而言,这意味着在同样的工作时间内,可以产出更多的合格产品,直接提升了整条生产线的产出效率。此外,这种设计也缓解了操作人员的工作节奏,使其不必紧张地追赶机器的速度,改善了人机协作的体验。 转盘式上料适合高效率连续生产。青岛工业双立柱/三立柱机台厂家报价

从2D图纸到3D机器人轨迹的离线编程技术离线编程(OLP)是提升利迅达机台编程效率、减少现场停机时间的关键技术。它允许工程师在办公室的电脑上,利用专门的软件环境,完成绝大部分的机器人轨迹规划和程序生成,而无需在设备现场进行耗时且影响生产的示教编程。其典型流程是:首先,将工件的3DCAD模型导入到离线编程软件中。其次,在软件中构建一个与真实世界一致的虚拟工作单元,包括机器人模型(如ABBIRB2600)、利迅达机台的3D模型、夹具模型等。然后,编程工程师直接在虚拟模型上,通过点击工件的待加工表面,软件即可自动生成机器人末端的初步运动轨迹。接下来,需要进行详细的轨迹优化,包括设置力控点的姿态、调整移动速度、添加过渡点以避免奇异点和碰撞。软件具备强大的碰撞检测功能,能提前发现并解决轨迹中可能发生的机器人与夹具、工件或设备自身的干涉问题。程序仿真无误后,通过后处理器生成针对特定机器人控制器(如ABB的RAPID语言)的代码。***,将此程序下载到现场的机器人控制器中,可能*需进行微小的坐标系标定和精度修正即可投入生产。离线编程不*大幅缩短了新产品的调试周期,使得小批量、多品种生产变得经济可行,而且生成的轨迹更优化、更安全。 青岛工业双立柱/三立柱机台厂家报价双边滑台设计优化物料流转路径。
自动化打磨单元与工厂MES系统的数据集成前景随着智能制造的发展,利迅达机台不**是一个孤立的加工单元,其与工厂制造执行系统(MES)的数据集成前景广阔,能带来巨大的管理效益。通过加装必要的传感器和通信接口(如PLC、工业网关),机台可以向上层MES系统实时传输大量有价值的生产数据。这些数据包括:实时产量计数,监控生产进度;设备运行状态(运行、待机、故障、换料),计算设备综合效率(OEE);每个工件的加工参数(如实际压力、磨削时间),用于质量追溯与分析;砂带等耗材的使用寿命预警,触发自动备件申请;以及故障报警代码和历史记录,辅助快速维修决策。MES系统在接收到这些数据后,可以进行深度应用:生成动态的生产看板,让管理者对现场一目了然;当实际产量落后于计划时,系统可发出预警;通过分析OEE的三大要素(时间开动率、性能开动率、合格品率),找出影响产能的瓶颈;建立完整的产品质量档案,实现从原材料到成品的全生命周期追溯。利迅达机台作为智能工厂的一个节点,其数据集成能力使其从单纯的“生产工具”演进为“信息源”,为工厂的数字化、透明化、智能化管理提供了底层数据支撑,这是工业。
与注塑、压铸等前道工序的自动化联动构想利迅达打磨机台作为后道处理工序,其效能比较大化有赖于与前道工序(如注塑、压铸)的自动化联动。一个理想的自动化生产片段可以是这样的:一台压铸机生产出铜阀体毛坯,毛坯由取件机器人从模具中取出,经过冷却工位后,被放置在与利迅达机台对接的输送线上。输送线将毛坯运送至利迅达机台的上料位(可能是转盘T或双边滑台B),由上料机构的机器人或直接由主机器人抓取进入打磨单元。打磨完成后,成品工件被放置到出料输送线,自动流向下一环节(如清洗、检测、包装)。整个过程由**控制系统(SCADA或MES)调度,各设备间通过PROFINET、EtherCAT等工业以太网协议进行实时通信。实现这种联动,需要解决几个关键技术问题:统一的通信协议和接口标准;工件在流水线上的精确定位与识别(可能需要RFID或视觉);各设备节拍的匹配与优化(产线平衡)。利迅达机台作为其中一个节点,其开放的控制接口和灵活的上料台设计,为这种集成提供了技术可行性。这种“无人化”的加工岛或柔性生产线,**了离散制造业自动化的高级形态,能极大地减少在制品库存、缩短制造周期、降低综合成本,是未来智能工厂的基石。 订做选项为特殊应用提供可能性。

利迅达机器人的双立柱/三立柱机台,凭借其高度集成化、一站式操作、恒力控制、多工位并行加工以及灵活的型号配置等**特点,为面临人力、质量和效率困境的传统制造企业提供了一把转型升级的“金钥匙”。这把钥匙,首先打开了“效率与成本”之锁,通过自动化大幅提升产能并降低单位成本。其次,它打开了“质量与一致性”之锁,将难以量化的工匠手艺转化为稳定、可复制的工业过程。再次,它打开了“管理与数据”之锁,为工厂的数字化、透明化管理提供了基础。***,它打开了“未来与可持续发展”之锁,通过改善工作环境和推动技术升级,为企业吸引了新人才,也为未来的智能工厂建设铺平了道路。面对激烈的市场竞争和不断上升的综合成本,拥抱自动化已不是选择题,而是生存题。利迅达机台以其成熟的技术、可靠的性能和贴心的服务,成为广大五金、卫浴、阀门等行业企业开启自动化之门,迈向高质量、高效率、高柔性发展的可靠伙伴。选择利迅达,不*是选择一台设备,更是选择一条通向未来制造的清晰路径。 防尘设计保护设备重要部件。清远通用双立柱/三立柱机台售后服务
铜三通的内部通道打磨难题在此得到完美解决。青岛工业双立柱/三立柱机台厂家报价
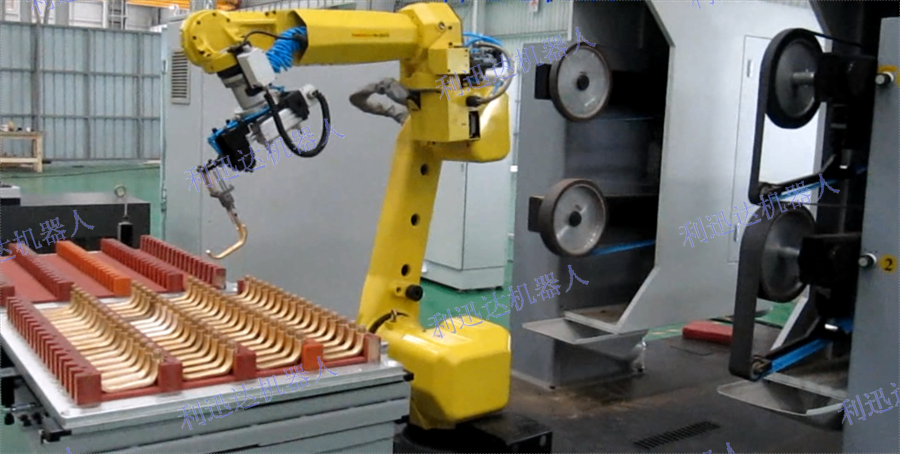
小五金件以其种类繁多、尺寸小巧、批量巨大为特点,其自动化打磨一直是行业难点。利迅达双立柱/三立柱机台为此提供了专项解决方案。首先,在夹具设计上,针对小五金件通常采用“阵列式”或“板式”夹具,即一个夹具底座上可以同时装夹几十个甚至上百个相同的小零件,机器人一次抓取即可实现批量加工,极大地提升了单次处理的效率。对于形状不规则的小五金件,可能会设计**的定位槽或采用柔性的气动夹紧方式。其次,在加工策略上,由于小五金件往往只需要去除毛刺或进行简单的光饰处理,工艺相对简单。因此,机台可以配置较少工位的砂带机(如双工位),一个用于快速去毛刺,一个用于统一光整。机器人的运行轨迹经过优化,可以快速扫描过整个夹具板上的所有工件,节拍极快。0-200N的力控功能在这里尤为重要,它能确保即使是对待这些小而薄的零件,也不会因压力过大导致工件变形或过度磨削,保证了批量产品的一致性。双工位上料平台的优势在此类应用中发挥得淋漓尽致:当机器人在加工A板上的工件时,操作员在B板上进行卸料和装料,整个生产过程流畅无缝。此外,由于小五金件材质多样(钢、铜、铝、锌合金等),干湿两用的灵活性允许用户选择**适合的加工模式。 青岛工业双立柱/三立柱机台厂家报价
广东利迅达机器人系统股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同广东利迅达机器人系统股份供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与双立柱/三立柱机台相关的文章
广州一体化双立柱/三立柱机台系列
- 广州工业双立柱/三立柱机台服务热线 2026-01-29
- 广东直销双立柱/三立柱机台维保 2026-01-28
- 济南工业双立柱/三立柱机台生产厂家 2026-01-28
- 青岛一体化双立柱/三立柱机台降价 2026-01-27
- 钦州工业双立柱/三立柱机台保养 2026-01-27
- 自动化双立柱/三立柱机台厂家报价 2026-01-27
- 山东自动化双立柱/三立柱机台服务热线 2026-01-25
- 江门工业双立柱/三立柱机台系列 2026-01-25
- 珠海定做双立柱/三立柱机台 2026-01-24
- 山东一体化双立柱/三立柱机台系列 2026-01-24
- 青岛通用双立柱/三立柱机台售后服务 2026-01-23
- 江门自动化双立柱/三立柱机台生产厂家 2026-01-23
与双立柱/三立柱机台相关的产品


与双立柱/三立柱机台相关的新闻
-
玉林定做双立柱/三立柱机台耗材 2026-01-14 01:11:53从单立柱到三立柱:如何根据产能需求进行升级规划用户在规划自动化项目时,需要具备前瞻性,考虑未来的产能扩张需求。利迅达提供的从单立柱(1A)到双立柱(2A)再到三立柱(3A)的系列化产品,为这种升级规划提供了清晰的路径。在项目初期,如果预算有限或产能需求不高,可以选择单立柱双工位(1A)配...
-
济南通用双立柱/三立柱机台方案 2026-01-14 01:11:53阀体密封面精密磨削的技术要求与应对阀体,特别是其关键密封面的精密磨削,是确保阀门无泄漏、长寿命运行的**工序。这对自动化磨削设备提出了极高的技术要求,利迅达机台从几个关键方面予以应对。首先是精度与稳定性。阀体的密封面通常是平面或锥面,对其平面度、粗糙度及与基准孔的同轴度有严格规定。这就要...
-
东莞双立柱/三立柱机台维修 2026-01-14 02:11:25“双立柱/三立柱的四工位力控砂带机”是利迅达机台技术架构中的**加工模块。这里的“四工位”是一个关键概念,它并不意味着整个系统只有四个加工位置,而是指在双立柱或三立柱的结构上,可以配置**多四个**的、具备力控功能的砂带机加工单元。这些工位可以根据工艺要求进行灵活配置。例如,在一个典型的...
-
珠海双立柱/三立柱机台检修 2026-01-14 02:11:25针对不同材质(钢、铜、铝)的工艺参数调整策略利迅达机台在处理不同材质的工件时,需要相应地调整工艺参数,主要是磨削压力、砂带粒度、线速度和加工模式(干湿)。对于钢材(如碳钢、不锈钢),其硬度高、强度大。在粗磨阶段,可以采用较高的压力(如100-150N)和较粗的砂带(如60-120目)以实...
与双立柱/三立柱机台相关的问题
与双立柱/三立柱机台相关的标签
新闻资讯
产品推荐
-
辽宁全自动焊接机器人工作站保养
2026-03-07 -

江门工业全自动搬运与上下料机器人工作站
2026-03-05 -

青岛自动化全自动搬运与上下料机器人工作站降价
2026-03-05 -

广西全自动焊接机器人工作站设备价钱
2026-03-05 -
东莞一体化全自动打磨机器人工作站维修
2026-03-03 -
玉林全自动焊接机器人工作站保养
2026-03-03 -

青岛直销全自动打磨机器人工作站供应商
2026-03-01 -
中山直销全自动搬运与上下料机器人工作站保养
2026-03-01 -

广东通用全自动焊接机器人工作站系列
2026-02-28