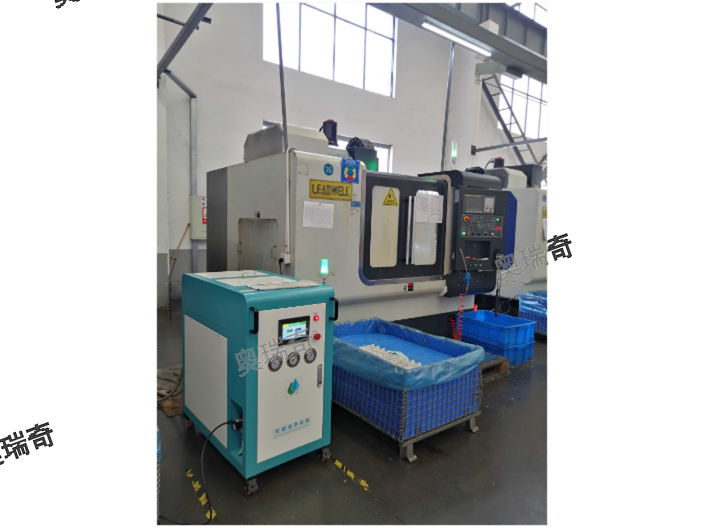
为什么切削液会劣化?切削液混入油污、杂质-浮油覆盖导致微生物的快速繁殖-PH值浓度达不到加工要求-过量使用切削液的添加物切削液劣化后的影响劣化切削液会造成许多不良影响,如:悬浮于液体内的粒子损坏泵的密封,增大刀具磨损,损害人的皮肤,影响设备使用寿命。然而,清理设备水箱,人工成本高,设备需要停机影响企业生产效率,清理出杂质,废液,含有大量的有毒物质,对环境有严重的影响,找专业部门清理,大幅度增加企业废水处理成本。切削液废水经处理后能达到国家规定的工业污水排放标准等。同时一些问题也逐渐暴露出来增加切削液更新次数影响工厂成本支出损害加工件品质及机床功能部件的使用寿命;增加现场操作員清理時間影响生产效率;变质切削液其恶臭对现场操作員的情绪影响;减少刀具使用使用寿命并并影响加工效率;变质切削液其病菌对现场操作員的健康影响;经常性的废水排放严重影响生态环境。奥瑞奇(常州)环保科技有限公司研发出相应产品切削液净化机,能彻底处理切削液中杂油、杂质,杀菌抑菌除味,较好保持切削液的使用性能,延长切削液的使用寿命。帮助制造行业提高生产效率、改善产品质量使用后的切削液需要过滤杀菌、除臭,去除切削液中的油污、固体颗粒等机械杂质,奥瑞奇净化机满足您的要求。本地切削液净化机产品介绍
切削液是金属切削加工的重要配套材料。人类使用切削液的历史可以追溯到远古时代。人们在磨制石器、铜器和铁器时,就知道浇水可以提高效率和质量。在古罗马时代,车削活塞泵的铸件时就使用橄榄油,16世纪使用牛脂和水溶剂来抛光金属盔甲。从1775年英国的约翰-威尔金森(J.wilkinson)为了加工瓦特蒸汽机的汽缸而研制成功镗床开始,伴随出现了水和油在金属切削加工中的应用。到1860年经历了漫长发展后,车、铣、刨、磨、齿轮加工和螺纹加工等各种机床相继出现,也标志着切削液开始较大规模的应用。19世纪80年代,美国科学家就已首先进行了切削液的评价工作。F*W*Taylor发现并阐明了使用泵供给碳酸钠水溶液可使切削速度提高对30%~40%的现象和机理。针对当时使用的刀具材料是碳素工具钢,切削液的主要作用是冷却,故提出“冷却剂”一词。从那时起,人们把切削液称为冷却润滑液。长期使用的切削液会累积大量浮油,液体中混合大量颗粒物,变质发臭。奥瑞奇(常州)环保科技有限公司是一家专业从事工业绿色生产,专注工业企业可持续发展的公司,公司研发的切削液净化机采用可在线净化切削液,延长切削液使用寿命,降低排放江苏切削液净化机代理价格奥瑞奇切削液净化机延长切削液使用寿命,在对于车间机床的切削液的发臭问题也是可以得到很好的解决。

切削液的过滤净化即将切削液中一定比例、相对较大的固体颗粒,从切削液中去除的过程。经过过滤净化后的切削液能够再用于机械加工中达到循环使用的目的。对切削液过滤净化的优点主要表现在以下几个方面:1、延长切削液的更换周期:根据实践证明,经过滤净化后的切削液的更换周期可以很大加长。2、提高刀具及砂轮的使用寿命:近几年的研究表明,如将切削液中的杂质(如碎屑、砂轮粉末等)从40μm降低到10μm以下,刀具(或砂轮)寿命可延长1-3倍。3、提高工件表面粗糙度,降低废品率。4、延长管路及泵组使用寿命,切削液中的固体颗粒等切屑会加速管路及泵等部件的磨损。切削液作为工业消耗品,切削液的稳定性对于出产进展至关重要。常见切削液分为:乳化切削液、半合成切削液、全合成切削液、以及微乳型切削液,针对不同加工方法挑选不同的切削液。
发臭了的切削液如何处理?切削液处理的方法,一般有三种,包括:蒸发法、薄膜分离法和化学法。这三种方法同样适用于对于:乳化切削液、半合成切削液、全合成切削液的废液处理。下面奥瑞奇技术人员就为大家详细的介绍一下切削液处理的方法。奥瑞奇(常州)环保科技有限公司是一家集生产、销售、研发设计和技术服务为一体化公司。1、蒸发法处理的优点就是过程简单、操作方面,处理的效果也很好,但是在能耗上消耗高,而源且会产生一定对大气造成污染的化合物,如含量的化合物,所以一般不建议使用这种方法对切削液的废液金属处理。2、化学法是一种很常用的方法,主要是包括利用无机盐分离和聚合物这两种处理的方法,而这两种方法操作起来也很方便,在量大或者是量少的情况下都使用,而且处理的成本低,所以大部分切削液使用厂家都喜欢选用这一种废液处理的方法。3、薄膜分离的办法,主要是使用滤膜对切削液的废液进行处理,包括:逆向渗透、微孔过滤和超滤。利用油、水、杂质颗粒比重不同的原理,将三种不同比重的物质分离,切削液不被破乳,奥瑞奇切削液净化机。
奥瑞奇(常州)环保科技有限公司是一家专业研发、制造和销售工业环保设备的高技术企业。先后实现多项科研技术的实用性转化。公司的产品的在国内同业处于先进位置,公司严格的按照国家相关标准进行研发、生产和销售的管理,技术上坚持基础数据的积累、分析,抓好技术完善和产品质量的提高。经过初期产品的测试,产品的稳定性、易用性和环保的效益性得到了印证,也为客户所接受。公司现有切削液净化机,针对于切削液和清洗液的净化处理,其使用成本低且可以达到大幅延长切削液的使用寿命,既可以为客户节省大量的生产成本,同时也减少甚至达到零排放的环保要求,为客户取得非常好的经济效益和社会效益。智能管路清洗机,主要为解决压铸、注塑模具以及相关设备上的冷却水管路除垢问题,采用纯物理方式,无需任何化学药剂,即可完成对管路内部的清洗。智能除垢机从工厂用水源头实现治理,解决工厂内部冷却水管路以及设备上冷却水管路内部结垢问题,干冰清洗机为解决模具及设备外观清洗而设计。随着国家环保治理的加强,我们将加大研发的力度,为市场提供更多、更好的环保设备奥瑞奇在线切削液净化机主要针对废乳化液,废切削液,切削液废水以及乳化液废水进行循环过滤处理。机械切削液净化机
切削液与空气被隔离,切削液体系形成低氧环境,厌氧菌快速繁殖,使其发臭、变质。推荐奥瑞奇切削液净化。本地切削液净化机产品介绍
导致切削液变质、发臭的原因有哪些呢?众所周知切削液是机械加工行业必不可少的冷却和润滑液体,它的好坏和使用性能对工件的加工质量起到重要的作用。然而在长期过程中由于各种原因会导致切削液变质、发臭,造成浪费。原因有:1.脏污物质过多:机床加工零件过程中会产生各种粉尘、杂质等,随着冷却系统循环到水箱内部污染切削液,如果长时间不清理会在水箱底部沉淀形成一层厚厚的淤泥,这些淤泥成为细菌繁殖的温床,不断消耗切削液中的有效成分产生污染物,导致切削液变质发臭。2.混入杂油:切削液一般是由矿物油加多种功能助剂经科学复合配合而成,同时具备良好的冷却、润滑、防锈、清洗、防腐等功能,一旦使用过程中混入其它的杂油物质会影响切削液的成分,另一方面混入的杂油漂浮在切削液表面会使切削液表面和空气隔绝造成细菌大量繁殖,进而破坏切削液成分。3.长时间不清理:被加工的零件通常都带有杂物、污染物等物质,长期积存在水箱内会造成细菌繁殖切削液污染变质,如果变质的切削液不清理每次又加入新的切削液会继续加快变质的过程,浪费大量资源。推荐使用奥瑞奇切削液净化机省时、省力、环保。本地切削液净化机产品介绍
奥瑞奇(常州)环保科技有限公司专注技术创新和产品研发,发展规模团队不断壮大。公司目前拥有较多的高技术人才,以不断增强企业重点竞争力,加快企业技术创新,实现稳健生产经营。奥瑞奇(常州)环保科技有限公司主营业务涵盖智能管路清洗机(模具水路,切削液净化机,干冰清洗机,智能除垢机,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。公司深耕智能管路清洗机(模具水路,切削液净化机,干冰清洗机,智能除垢机,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。






