自控柜的防护等级需符合 IP 标准,该标准由国际电工委员会制定,通过两位数字分别表示防尘等级和防水等级,数字越大防护能力越强。如 IP54 自控柜,数字 “5” 体现防尘等级,意味着能完全防止外物侵入(直径大于 1mm 的固体),虽不能完全阻止灰尘进入,但进入的灰尘量不会影响内部元件正常工作;第二位数字 “4” 体现防水等级,可防止各方向飞溅而来的水侵入,比如车间喷淋清洁、户外小雨飞溅等场景下,水不会渗入柜内损坏元件。在实际选型中室内干燥环境下,IP30(防止大于 2.5mm 固体侵入、无防水要求)即可满足需求,需根据安装环境的粉尘、水分情况精确匹配防护等级。阿罗仕合规、安全、高效的自控柜,是您提升生产竞争力的坚实基石。常州锅炉自控柜推荐
自控柜内需标注清晰的元件标识和接线图,方便后期维护排查,元件标识和接线图是自控柜维护的 “说明书”,若标识模糊、接线图缺失,维护时需逐一对元件和线缆进行核对,不只耗时,还可能因误判导致维护失误。元件标识需标注在每个元件的正上方或正下方,内容包括元件名称(如 “断路器 QF1”“接触器 KM1”“继电器 KT1”)、型号规格(如 “QF1:DZ47-63 C32”)、额定参数(如 “KM1:AC-3 220V 10A”),标识需采用防水、耐磨损的标签,避免长期使用后模糊不清。接线图需张贴在柜门内侧或柜体内部显眼位置,采用标准电气制图格式,清晰标注线缆的走向、连接的元件端子、回路编号、线缆规格,接线图需与实际布线一致,若后期对线缆或元件进行修改,需及时更新接线图。此外,部分自控柜还会配备电子版接线图,存储在 U 盘或通过二维码链接,方便运维人员通过手机、电脑查看,进一步提升维护便捷性,尤其在大型自控柜、自动化控制自控柜中,清晰的元件标识和接线图尤为重要。常州锅炉自控柜推荐阿罗仕自控柜均通过严格质量检测,性能稳定。如有需求,我们将竭诚为您服务。

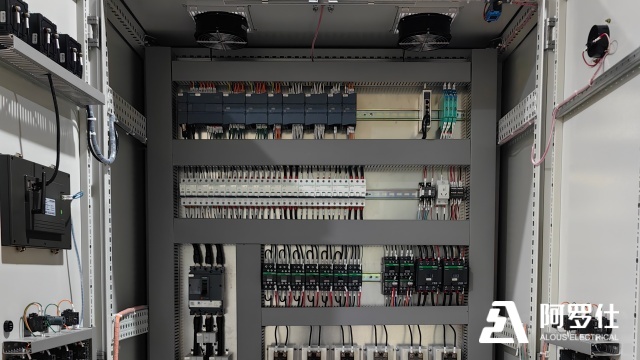
自控柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障自控柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不只能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。
自控柜的使用寿命通常为 10-15 年,定期维护可延长其使用周期,自控柜的使用寿命受材质、元件质量、使用环境和维护情况影响:若材质优良(如不锈钢柜体、高质量元件)、使用环境温和(常温、干燥、无腐蚀)且维护到位,使用寿命可超过 15 年;若材质较差、使用环境恶劣(高温、高湿、高腐蚀)且缺乏维护,使用寿命可能不足 10 年。定期维护是延长使用寿命的关键,维护内容包括:每 3 个月检查散热系统(风扇、空调)运行状态,清理散热通道;每半年进行内部除尘,检查接线端子是否松动;每年进行绝缘电阻测试,检查绝缘材料是否老化;每 2 年检查密封胶条、联锁装置,更换老化的易损件(如密封胶条、指示灯)。此外,还需避免自控柜过载运行,根据负载变化及时调整元件参数或扩容,防止元件长期过载导致寿命缩短;若发现柜体变形、元件烧毁等严重问题,需及时维修或更换,避免故障扩大影响整体使用寿命。阿罗仕融入智能诊断功能的自控柜,提前预警故障,减少突发停机损失。

自控柜的断路器需根据负载电流整定,实现过载和短路保护,断路器是自控柜内的关键保护元件,通过整定电流值,在回路出现过载或短路时切断电源,保护设备和线路。整定电流需根据负载的额定电流确定:过载保护整定电流通常为负载额定电流的 1.1 倍 - 1.2 倍,若负载为电机,考虑到电机启动电流大(约为额定电流的 5-7 倍),过载保护整定电流需为电机额定电流的 1.2 倍 - 1.5 倍,避免电机启动时断路器误动作;短路保护整定电流通常为负载额定电流的 5 倍 - 10 倍,确保短路时能快速切断回路,减少短路电流对设备的损坏。整定方式分为手动整定和自动整定:小型断路器通过调节旋钮手动整定,大型断路器通过 PLC 或智能控制器自动整定,整定完成后需进行测试,模拟过载和短路故障,检查断路器是否能在设定电流下动作。此外,断路器的选型还需考虑额定电压、分断能力(能安全切断的最大短路电流),确保与自控柜的供电电压和可能出现的短路电流匹配。聚焦阿罗仕自控柜性能升级,助力您的设备在复杂工况下仍保持高效运转。常州锅炉自控柜推荐
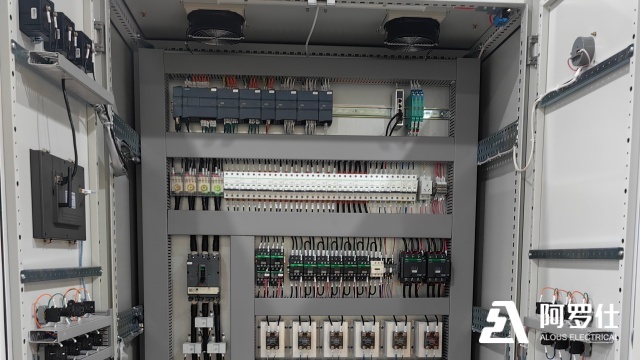
阿罗仕自控柜重视散热设计,有效延长内部元件寿命,保障系统持续运行。常州锅炉自控柜推荐
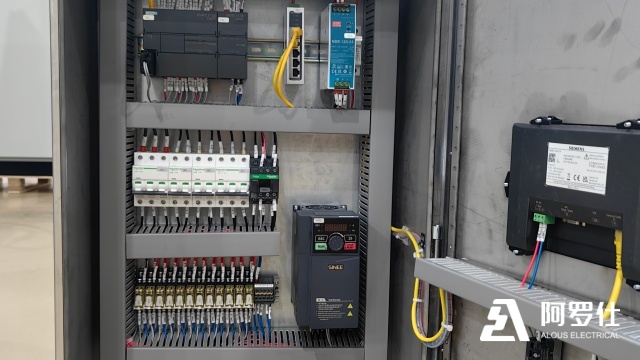
汽车生产线的自控柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过自控柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:自控柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,自控柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向自控柜发送 “焊接完成” 信号,自控柜再控制输送线将工件送至下一工序。此外,自控柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,自控柜会立即向机器人发送停机指令,确保人员和设备安全。常州锅炉自控柜推荐