- 品牌
- 上海羿风
- 钣金材质
- 冷轧板,不锈钢,热轧板,镀锌板,铝板,紫铜,黄铜,硬铝,铜,铝型材
- 成型件
- 工程机械配件,机柜,机箱,配电柜
- 下料方式
- 镭射下料,剪床
- 表面处理
- 烤漆,氧化
- 加工工序
- 建筑,电力,工业设备,公共设施,通讯,桥梁,办公用品
- 钣材厚度
- 30
- 公差
- 0.1MM
- 加工贸易形式
- 来料加工,来样加工,来图加工
- 应用领域
- 通讯,桥梁,建筑,电力,工业设备,公共设施,办公用品
- 加工尺寸/长*宽*高
- 2000*4000*2000
- 厂家
- 上海羿风
- 打样周期
- 4-7天
- 加工周期
- 面议
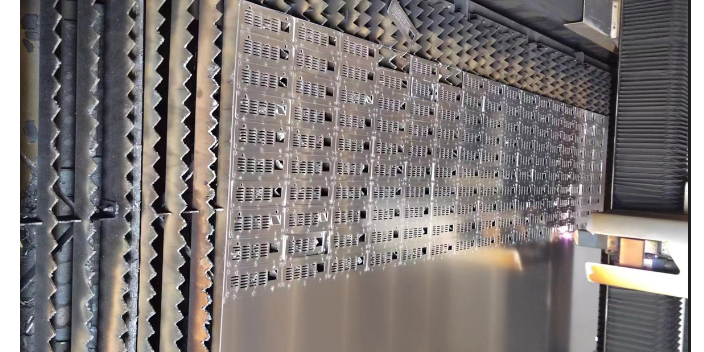
在现代工业生产中,五金配件是必不可少的零部件。为了满足各行各业对五金配件的需求,我们提供五金配件加工服务,拥有先进的生产设备和专业的生产工艺,能够快速、精细地加工出高质量的五金配件。我们的五金配件加工服务涵盖了许多不同的工业领域,如汽车、航空、机械等,我们可以根据不同领域的要求,定制各种不同材质、不同形状的五金配件,从而满足客户的需求。我们采用CAD/CAM软件进行设计和加工,确保每个五金配件都能符合客户的要求和标准。我们的加工过程严格遵守国际标准和行业规范,保证每个五金配件的质量和稳定性。我们的五金配件加工服务不仅具有高质量和高效率,而且价格合理,能够为客户节省生产成本。同时,我们还提供定制化服务,能够根据客户的要求进行特殊加工,满足客户的需求。总之,我们的五金配件加工服务是高质量、高效率、价格合理并能够为客户提供定制化服务的专业服务,欢迎各界朋友前来咨询。钣金加工请联系上海羿风不锈钢制品有限公司,欢迎来电详谈。金华门窗加工厂

螺柱焊机不能焊接的原因有很多。以下将尽可能地分析和解决螺钉无法焊接的情况:如果焊枪调整不正确,大约80%的螺钉无法焊接,这是由于焊枪参数调整不正确,尤其是在焊接铝钉螺柱时。螺柱焊枪参数调整分为压力参数调整和增加参数调整。1、电压调节不正确:如果电压参数与螺钉规格不匹配,也会导致无法焊接。解决方案:根据实际焊接效果对电压参数进行微调,直至达到要求的焊接效果。2、螺钉材料的影响:这种情况也很常见。由于螺钉制造商的螺钉质量参差不齐,不排除一些制造商使用不符合标准的材料来降低生产成本。3、焊枪锁紧螺母未锁紧:这种情况发生在螺柱夹头装夹时的疏忽。解决办法:检查锁紧螺母是否锁紧。4、焊枪升降损坏:这种情况发生在使用升降螺柱焊枪时。解决方案:如果发现焊枪升降损坏,需要联系维修,私自维修可能会造成更大的损坏。5、焊机损坏:当排除上述所有问题的可能性时,应判定为设备损坏。解决办法:联系维修,私人维修可能会造成更大的损坏。静安区铁艺加工定制台车加工请联系上海羿风不锈钢制品有限公司,欢迎来电详询。
五金零件表面加工:1、喷漆加工:五金厂在生产大件的五金成品时候都采用了喷漆加工,通过喷漆加工使五金件避免生锈,比如:日常用品、电器外壳、工艺品等2、电镀:电镀也是五金加工较为普遍的一种加工工艺,通过现代工艺技术对五金件表面电镀,保证产品长时间使用下不发生霉变生绣,电镀加工常见的有:螺丝、冲压件、电池片、车件、小饰品等等。3、表面抛光加工:表面抛光加工一般在日用品中比较长用,通过对五金产品进行表面毛刺处理比如:我们生产一把梳子,梳子是通过冲压而成的五金件,那么冲压出来的梳子边角是很锋利的,我们就要通过抛光将边角锋利部分抛成光滑面部,这样在使用的过程中才不会对人体造成伤害。
加工工艺:在进行配电箱加工时,需要掌握相应的加工工艺,包括切割、折弯、焊接、打孔等。加工过程中要注意保持加工精度,确保配电箱的尺寸和结构符合设计要求。安装要求:配电箱加工完成后,需要按照设计要求进行安装。安装时要注意配电箱与电气设备的连接方式、接地要求、通风散热等因素,确保配电箱的正常运行和安全性。检测验收:配电箱加工完成后,需要进行检测验收,确保配电箱的质量和性能符合要求。检测内容包括外观检查、尺寸测量、绝缘测试、接地测试等,确保配电箱符合相关标准和规范。钣金加工请联系上海羿风不锈钢制品有限公司。
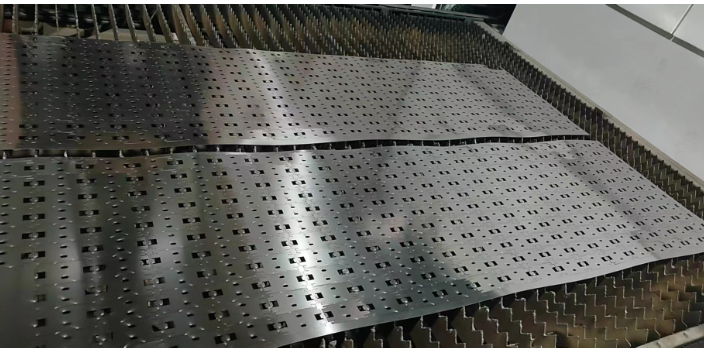
钣金加工的工艺流程,根据钣金件结构的差异,工艺流程可各不相同,折弯;折弯就是将2D的平板件,折成功D的零件。其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折。折弯条数是T=3.0mm以下6倍板厚计算槽宽,如:T=1.0、V=6.0F=1.8、T=1.2、V=8、F=2.2、T=1.5、V=10、F=2.7、T=2.0、V=12、F=4.0折床模具分类,直刀、弯刀(80℃、30℃)铝板折弯时,有裂纹,可增加下模槽宽式增加上模R(退火可避免裂纹)折弯时注意事项:Ⅰ图面,要求板材厚度,数量;Ⅱ折弯方向Ⅲ折弯角度;Ⅳ折弯尺寸;Ⅵ外观、电镀铬化料件不许有折痕。折弯与压铆工序关系,一般情况下先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯—压铆—再折弯等工序。不锈钢制品加工请联系上海羿风不锈钢制品有限公司。青浦区钣金加工哪家好
不锈钢制品加工请联系上海羿风不锈钢制品有限公司,欢迎来电咨询。金华门窗加工厂
产品加工好需要的每道工序都要承担加工成本。各工序构成详见《成本核算格式》和《各工序成本构成表》。本文列出了主要工序的成本构成:1、模具费用模具成本下料的成本构成=设备折旧分摊成本+人工成本+辅助材料设备折旧摊销:设备折旧按2年计算,每年12个月,每月22天8小时计算。比如20万模具,每小时设备折旧=20*1万/2/12/22/8=47.4元/小时人工成本:每个模具需要2个操作员,还需要加一个装模师支付。工资和操作员差不多。每人月平均工资=5400元,每月工作22天8小时,即每小时成本=5400*3/22/8=93元/小时辅料成本:每台冲床每月电费维护费用约2000元。2、表面处理费表面处理喷涂成本构成:喷涂成本=粉末成本+人工成本+辅料成本+设备折旧粉末成本:按平方计算,粉末单价25~60元/kg,每公斤粉末可喷4~5平方米。也就是说,粉末成本约为6~12元/平方人工成本:喷涂按6000元/月/人,每月22天8小时,每小时可喷涂30平方米左右。人工成本=6000/22/8/30=1.14元/平方辅料成本:指预处理液、底漆、固化炉等辅料成本约为5万元,每月22天8小时,每小时喷涂30平方米。即辅料成本=5万/22/8/30=9.47元/平方米,喷涂总喷涂成本约为10.6元/平方米,无需局部保护。金华门窗加工厂