- 品牌
- 420酱料包装机
- 型号
- 包装机
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 南京
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
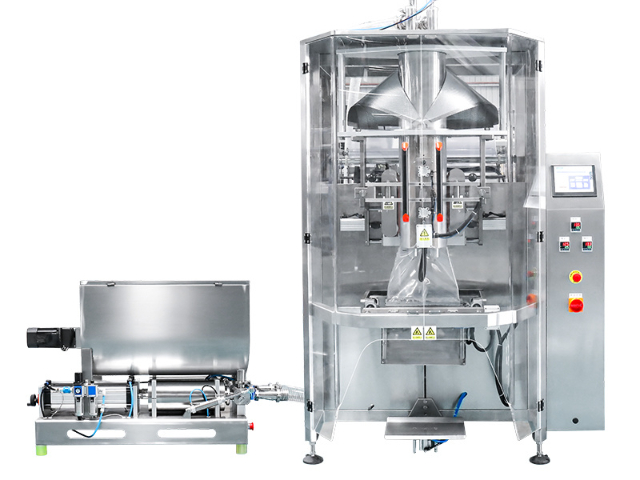
连续真空包装机加热条更换时需要注意什么?1、:操作人品用酒精或者汽油把加热棒和加热条都控拭下,这是为了保证加热棒和加热条,燥并无杂质,再将漆布胶带贴在加热棒的表面,要求粘贴要平整,不介许出现褶皱的现象,漆布胶带主要是为了绝缘。2、将镍铬合金带先固定到加热棒一端,另一端用专门板手拉紧后上紧压片,将镍铬合金带固定好,两端多余部分用剪入前去,以防碰到打板造成短路,再将外层漆布胶带贴好即可。3、加热条换好后,按照拆卸顺序将连续真空包装机装好就行了。不同类型包装机适用于各种产品,如食品、药品、化妆品等。苏州小型包装机售价

生活中如何正确操作塑封包装机呢?不要在沒有保护设备、维护控制面板和沒有优良的绝缘物的状况下操作塑封包装机。禁止在周边有挥发物及可燃性原材料和汽体,或者是塑封包装机周边储放有易燃易爆物品的情况下操作塑封包装机。假如必须填补热熔胶的情况下,要在熔塑料桶内少也有三分之一热熔胶前进行添加,填补的胶量不能超过热熔胶锅总容积的五分之四。热熔胶喷头组合防止曝露于迅速流通的空气中,喷头组合遇强冷空气会极速的制冷,那样就影响喷头组合控温及热熔胶流量,非常容易造成金属拉丝状况,因此要在气体沒有迅速流动的情形下应用效果更好。淮安立式包装机多少钱包装机的包装效率可通过优化工艺流程提高。
塑封包装机的热封器体温度无法控制怎么办?热封器体温度异常原因:1、塑封包装机的温度调节仪出现故障:2、塑封包装机的热电偶线路短路。热封器体温度异常解决方法:1.当塑封包装机的温度调节仪出现故障时,建议更换温度调节仪。2、塑封包装机的热电偶线路短路时,建议更换热电偶。塑封包装机的供纸电机不能正常运转怎么办?供纸电机故障原因:1、塑封包装机的供纸控制杆被卡住:2、塑封包装机的启动电容出现故障;3、塑封包装机的电源板、保险管出现故障;4、塑封包装机的供纸接近开关出现故障。供纸电机故障解决方法:1、当塑封包装机的供纸控制杆被卡住时,看看卡住的原因并进行解决。2、当塑封包装机的启动电容出现故障时,需要及时更换启动电容。3、当塑封包装机的电源板、保险管出现故障时,需要及时检修电源板线路,更换塑封包装机的保险管。
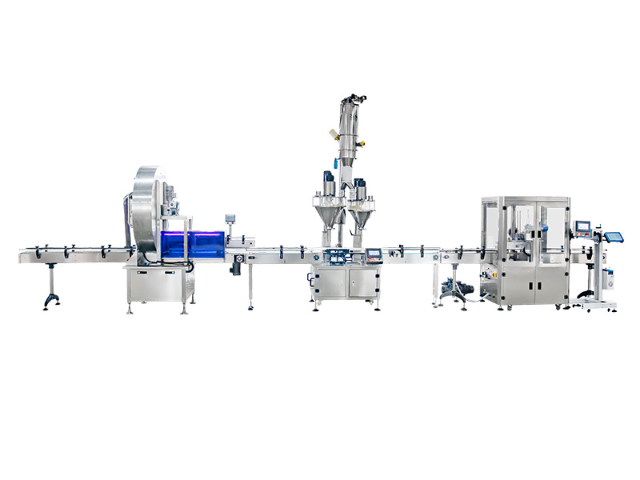
塑封包装机分类:当时,在中国市场上的塑封包装机,按调度办法可分为调温型和调速型两种。按加热办法可分为内热式塑封包装机和外热式塑封包装机。1.加热办法:内热式塑封包装机置加热管于胶辊内,加热有些对比均匀。外热式塑封包装机是运用加热管烤胶辊,新的塑封包装机疑问不算太大,用时刻长会呈现温度不均匀。2.温度数值:内热式塑封包装机---110-180℃,这个是我们特意关于PVC卡定制的,多能够抵达180℃,做PET的卡也是能够的;而外热式塑封包装机---110-140℃,胶辊的温度不准确,实习高的温度才华抵达120分配。3.运用寿数看:内热式塑封包装机的转辊运用轴承操控,运用寿数长,轴承的本钱对比高,平衡度好一些,翻滚时无噪音。外热式塑封包装机轴承现在不断的下降报价,没有一个厂家会陪着去做,只好削减本钱,用对比贱价的原材料,翻滚时噪音对比大,用的时刻长一些,平衡度欠好,会一面高一面低。包装机的包装效率可通过采用自动化生产线提高。

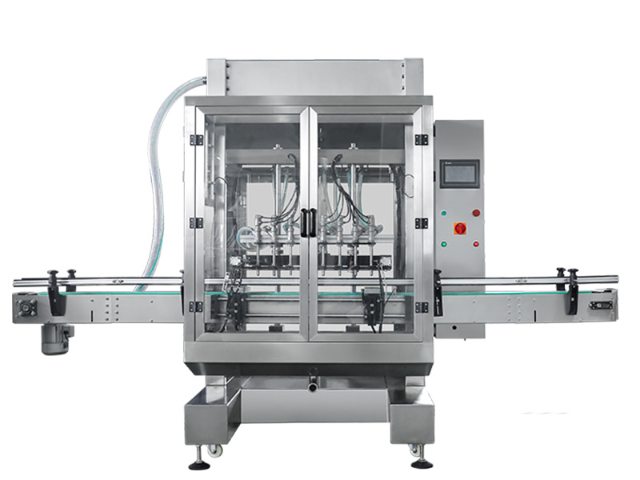
应用塑封包装机的人都了解,塑封包装机的喷胶整个过程是应用高溫将固体的热熔胶熔化为液态,再将液体的热熔胶依据热熔胶管传至热熔胶喷涂到粘帖的原料上。而在溶化热熔胶中务必提前在显示屏上设定温度,那么设置多少温度才适合呢?实际上这一温度的设定与热熔胶的溶点温度相关,顾客在购买热熔胶时,必须向代理商了解清楚。塑封包装机的温度可以设定得比溶点高一点,大概高5-10度比较好,确保热熔胶完全溶化就可以了,切忌高过太多,牢记“物极必反”的道理。当实际温度保证设定温度时,塑封包装机械机器设备上边有提醒,完全不必忧虑温度达不了应该怎么办的问题。包装机的设计应考虑人性化,方便操作人员使用。无锡高速包装机厂家
包装机的维护保养是确保其正常运行的关键,定期维护可延长使用寿命。苏州小型包装机售价
调温型塑封包装机:这种的特点是压力和速度已经固定。温度可调。胶辊间压力、胶辊运转速度在出厂时已经固定,塑封温度可由使用者自行调节。证件的封合牢度由塑封温度控制。由于塑封包装机结构因不同厂家而异,所以塑封包装机上显示的温度不一定等于塑封温度。一般采用前胶辊加热的塑封包装机,其显示温度与塑封温度比较接近。对此种机型的操作应按工艺要求的程序逐条进行。当压力、速度一定时,温度大低塑封不牢,温度太高则出现变形、溢胶。胶辊间的压力太大也易出现溢胶。若温度反复调节仍然不能满足塑封要求时,该机型压力有一定可调范围,可参照产品说明卸开机盖,进行适当微调,以满足佳塑封条件。苏州小型包装机售价

塑封包装机采用的技术分为两大类。一种是从电热板直接加热的方式,它是经前胶辊导入后进入加温区,然后进行压合、导出,这种加工技术比较落后。由于加温和加压分步进行,加工后的物品表面易有气饱和平整度不好。但这种技术难度小,制造成本低,而且加工过程热能损失少。另一种是前导辊为热压辊,采用加温加压同步进行,然后进入具有冷却调平作用的后胶辊导出。前导辊获取热量的方式分为内传导热式和外辐射热式两种,一般大型机,圈材机采用前种方式。较小规格的机型采用后种方式。这种热压辊技术比较先进,由于加工过程中加温,加压同步进行,消除了塑封物品的气泡问题,同时经过冷却调平增强了塑封物品的直观效果。国产塑封包装机的生产受技术、...
- 杭州连续包装机多少钱 2024-11-08
- 太原全自动可调混配包装机厂家 2024-11-08
- 宁波粉末包装机推荐 2024-11-08
- 徐州口红包装机多少钱 2024-11-08
- 南通乳液包装机售价 2024-11-08
- 连云港全封包装机厂家推荐 2024-11-08
- 淮安颗粒包装机怎么样 2024-11-08
- 连云港工业品包装机厂家 2024-11-07
- 镇江粮食包装机哪家好 2024-11-07
- 连云港化妆品包装机厂家 2024-11-07


- 天津塑料包装机多少钱 2024-11-07
- 苏州智能包装机一台多少钱 2024-11-06
- 宁波水果包装机厂家推荐 2024-11-06
- 太原全自动可调混配包装机售价 2024-11-06
- 苏州乳液包装机怎么样 2024-11-06
- 温州裹包包装机哪家好 2024-11-06



- 南通乳液包装机售价 11-08
- 连云港全封包装机厂家推荐 11-08
- 淮安颗粒包装机怎么样 11-08
- 连云港工业品包装机厂家 11-07
- 镇江粮食包装机哪家好 11-07
- 连云港化妆品包装机厂家 11-07
- 太原快速包装机 11-07
- 无锡水果包装机 11-07
- 合肥四边包装机哪家好 11-07
- 南通颗粒包装机一台多少钱 11-07