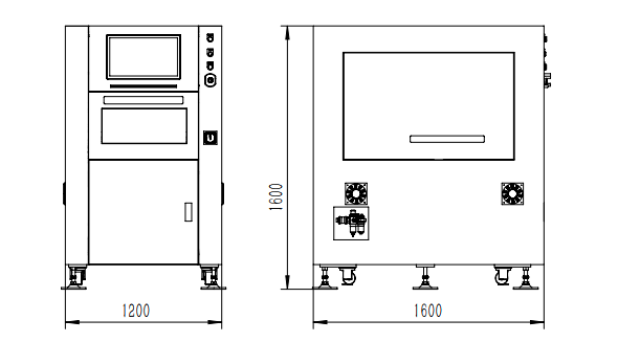
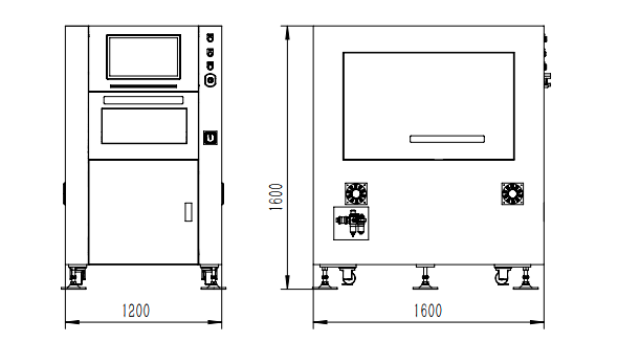
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
随着科技的不断进步,人们的生活水平在不断的提高,生产技术也在不断的向自动化迈进,不断的提高着我们的各种生产能力。流体点胶机广泛应用于批量生产中,但是产品的质量是由生产过程决定的,而不是*依靠质量检查部门来保证。因此,生产过程中人工控制操作的环节越少,造成的生产不一致性越少,返修和退货率越低。点胶机及其配件的配套体系能控制点胶过程均一稳定和较高的一致性。使用***的点胶系统能够避免因为人工操作技术水平参差不齐和生产中的换班对产品质量和产能造成的影响。点胶技术能保证流体点胶量的均一稳定,从而保证了**终产品质量的可靠一致性。使用点胶机还可以提高我们的生产效率,是量产的好帮手,同时,流体点胶技术还应用于精密点胶和微量点胶,以及应用在实验室中。
视觉点胶机的使用,你了解多少?坪山区精密点胶机功能

快速了解UV光学胶触摸屏目前是UV光学胶的较大单一应用。触摸屏中的UV光学胶有3个功能:粘接、增加透光性和提高抗冲能力,需要满足严格的性能要求,包括颜色、耐候和环境稳定性、电器性能、光学性能等。触摸屏贴合涉及的粘接材质主要有:玻璃、ITO导电层、PET、PMMA、PC等。当触摸屏采用蓝宝石用后,为提高透光性将需要更高折射率的UV胶。目前用于触摸屏的有液态(LOCA)和固态的(OCA)光学胶,前者用程序控制点胶机点胶,盖上玻璃盖板、流平和充满后透过盖板固化,具有填充性好、施胶方便的优点,但需要做溢胶清理;OCA是无基材的双面PSA,上下都是离型膜,使用时先去除轻离型膜进行贴合,然后去除重离型膜再与另一粘接面贴合。早先的触摸屏采用的液态胶是热固化,生产过程长,效率低,现在已经全部转变为UV固化胶。目前的OCA还是采用传统的溶剂型胶经过涂布、干燥、热交联工艺生产,烘道长,灰尘等引起的瑕疵多。改用UV固化工艺将提高生产效率、降低设备投入和生产成本。点胶机支架点胶机操作员务必具备基本的点胶机设备知识,才能更好操作设备,尽可能发挥点胶机的作用。

机械装配通用技术规范7气动元件的装配1每套气动驱动装置的配置,必须严格按照设计部门提供的气路图进行连接,阀体、管接头、气缸等连接时必须核对无误。2总进气减压阀按照箭头方向进行进出口连接,空气过滤器和油雾器的水杯和油杯必须竖直向下安装。3配管前应充分吹净管内的切削粉末和灰尘。4管接头是螺纹拧入的,如果管螺纹不带螺纹胶,则应缠绕生料带,缠绕方向从正面看,朝顺时针方向缠绕,不得将生料带混入阀内,生料带缠绕时,应预留1个螺牙。5气管布置要整齐、美观,尽量不要交叉布置,转弯处应采用90°弯头,气管固定时不要使接头处受到额外的应力,否则会引起漏气。6电磁阀连接时,要注意阀上各气口编号的作用:P:总进气;A:出气1;B:出气2;R(EA):与A对应的排气;S(EB):与B对应的排气。7气缸装配时,活塞杆的轴线与负载移动的方向应保持一致。8使用直线轴承导向时,气缸活塞杆前端与负载联接后,在整个行程中,不得有任何的别劲存在,否则将损坏气缸。9使用节流阀时,应注意节流阀的类型,一般而言,以阀体上标识的大箭头加以区分,大箭头指向螺纹端的为气缸使用;大箭头指向管端的为电磁阀使用。
随着科技日新月异的不断更新,胶水的使用也愈加普遍,点胶设备需求更加普遍和多样化。各种各样的点胶机、灌胶机、自动点胶机在市场上相继涌现,国内的,国外的,美国的,日本的...琳琅满目,百家争鸣。下面由和田古德小编给大家介绍下关于点胶机的发展历史以及未来发展前景:一、点胶机发展历史:点胶机的发展源于美国和欧洲,当时随着日本电子行业对点胶机的大规模需求,于是出现代工美国点胶机的日本点胶机厂家。而中国工业的发展也吸引了大批日本企业、中国台湾企业的进驻,经过发展,专业的点胶机厂家也涌入中国。后来美国EFD、日本武藏等,还有中国台湾的自主点胶机,形成三足鼎立。二、中国点胶机的兴起:在2005至2007年,中国民营的点胶机厂家开始兴起。**初是代理加上自主研发,或者是自动化行业厂家涉足点胶机行业,逐渐发展为专门的点胶机厂家。截止2009年底,据不完全统计,国内点胶机专门厂家已经多达三十多家,如果包含其他非专业自动化或者胶水厂家、国外点胶厂家、经销商等,那么则多达几千家。三、中国点胶机的现状和发展前景:目前,中国点胶行业的发展情况一个是单组份的点胶技术相对成熟,其发展方向是自动化和高精度;轴流水线点胶机、多头点胶机、多出胶口点胶机、转圈点胶机、手机按键点胶机等桌面型点胶机。

点胶机上各种针头的应用一、点胶机的胶阀针头的种类:1.特氟龙制针头,其特点为:对流动性强的液体控制较为突显;2.斜式塑性针头,其特点为:可用于大流量需求产品或中高粘性流体,可有效抵挡UV光;3.直型塑座不锈钢针头,其特点:连续点胶效果较好;4.全钢针5.挠性针头,其特点为:可深入到非直线工作面,保护产品表面;6.弯角塑座不锈钢针头二、根据使用产品对胶水的工艺来决定:1.液体流动性强:使用小型号的点胶针头,压力设置较小;2.液体流动性弱:使用斜式塑性针头,压力设置较大;3.产品需打小点:使用小型号的针头,压力不用过大,点胶时间短;4.产品需打大点:使用大型号的针头,设置较大压力,点胶时间长。三、根据胶水的特性来决定使用哪种针头:UV胶水:斜式针头,有效抵挡紫外线防止固化;瞬间胶:可以用斜式塑性针头,也可使用PP针头;厌氧胶:使用塑钢针头;光固化胶:全钢针头;密封胶及膏状流体:使用斜式塑性针头;通常我们在确定好使用的点胶机,胶阀,胶水后,我们再来选择针头以确定胶水展现出的工艺效果。所以我们现在来看针头的选配还是非常重要的,它是能直接影响到整体的点胶质量的。精密点胶机的关键工艺点有哪些呢?坪山区精密点胶机功能
点胶机会出现的故障以及处理方式。坪山区精密点胶机功能
机械装配通用技术规范6平皮带的装配1安装前,所有的输送平面应调整好水平。2带轮中心点连线应调整至于同一竖直面上,且轴线相互平行。3平皮带的输送方向应按照皮带上标识的箭头方向安装,否则将影响其使用寿命。电机、减速器的装配1检查电机型号是否正确,减速机型号是否正确。2装配前,将电机轴和减速的连接部份清洁干净。3电机法兰螺丝拧紧前,应转动电机纠正电机轴与减速机联轴器的同心度,再将电机法兰与减机连接好,对角拧紧固定螺栓。4伺服电机在装配过程中,应保证电机后部编码器不受外力作用,严禁敲打伺服电机轴。5伺服减速机的安装:A.移动减速机法兰外侧的密封螺丝以便于调整夹紧螺丝。B.旋开夹紧螺丝,将电机法兰与减速机连接好,对角拧紧定位螺栓。C.使用合适扭力将夹紧环拧紧,然后拧紧密封螺丝。D.将电机法兰螺栓扭至松动,点动伺服电机轴或用手转动电机轴几圈,纠正电机轴与减速机联轴器的同心度。E.将电机法兰与减速机连接好,对角拧紧定位螺栓。机架的调整与联接1不同段的机架高度调节应按照同一基准点,调整到同一高度。2所有机架的墙板,应调整至同一竖直面上。3各段机架调整到位、符合要求后,应安装相互之间的固定联接板。坪山区精密点胶机功能

点胶机设备中胶水知识1.什么叫胶水:胶水就是能够粘接二个物体的物质。胶水不是单独存在的,它必须涂在二个物体之间才能发挥粘接作用。2.胶水的粘度:胶水的粘度用布氏粘度计测出,单位是"cps厘泊"。胶水的粘度的读数一般在300~30000cps之间。在水溶性的粘合剂中,固体含量并不决定胶的粘度,而在于胶水的配方内的增塑剂、增粘剂等等,影响胶水的粘度值。一般情况下周围的环境温度越高"粘度↓","温度↓粘度↑"。水在27℃时的粘度为"1"。3.胶水的流动性:利用低及高转动力以测其粘度值然后取其比率。一般胶水的流动性为1.5~3较好。胶水的粘度同它的流变性有很大的关系。对胶水"搅动↑稀度↓"。尤其是水溶...
- 光明区高速点胶机值得推荐 2024-12-17
- 龙华区在线式点胶机值得推荐 2024-12-14
- 龙岗区自动化点胶机市场价 2024-12-14
- 在线式点胶机生产厂家 2024-12-12
- 广东直销点胶机功能 2024-12-10
- 龙岗区在线式点胶机销售公司 2024-12-08
- 福田区半导体点胶机保养 2024-12-08
- 点胶机制造商 2024-12-05
- 盐田区国内点胶机服务 2024-12-05
- 点胶机高速点胶机 2024-12-04






- 潮州自动化AOI检测设备维保 12-24
- 东莞在线式AOI检测设备市场价 12-24
- 汕头多功能AOI检测设备设备 12-23
- 揭阳高速AOI检测设备服务 12-23
- 广东锡膏印刷机服务 12-23
- 珠海精密锡膏印刷机厂家价格 12-23
- 中山在线式锡膏印刷机保养 12-23
- 东刻激光打标机 12-23
- 激光镭雕机焦距怎么算 12-23
- GD450+锡膏印刷机的速度 12-22