
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
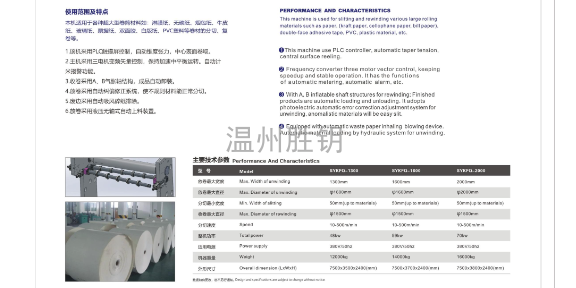
分切机是铝箔生产中不可或缺的重要设备,其主要任务是对轧制生产出来的铝箔进行分卷和剪切。具体来说,分切工序的任务就是将双合轧制的铝箔生产品进行分卷,按照客户要求的宽度和卷径进行精确切割,确保产品符合市场需求。其次,分切工序还需要将轧制过程中带过来的不合格品,如超厚、起皱、辊印等缺陷进行精确剔除,保证产品的内在品质。因此,对于用户来说,分切工序是一道加工工序,直接决定了产品的质量和客户满意度。根据铝箔分切厚度的不同,分切机分为厚箔分切机和薄箔分切机,以适应不同类型产品的生产需求。另外,根据分切机的卷取配置方式不同,又可分为立式分切机和卧式分切机。立式分切机是指两个卷取位置相对于地面垂直摆放的分切机,而卧式分切机则是两个卷取位置相对于地面水平位置摆放的分切机。不同的配置方式适用于不同的生产环境和产品需求,因此在选择分切机时需要根据实际情况进行选择。分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,欢迎您的来电!黑龙江亚粉纸分切机规格
分切机
注意事项1、开机前确保电压、电流及液压等值的正确、稳定。2、设备准备运行前,所有人员必须通知离开设备,确保人身安全才可开机运行。3、运行时,切忌用手触摸运行中的膜卷或辊芯,以免将手卷入造成人身伤害。4、操作过程中,切忌用刀或硬物划伤、割伤各辊芯。设备投入工作前,检查各工作位是否调整妥当,需润滑部位,应提前加注润滑油脂。检查刀具是否锋利。待一切正常后可先空车运转,检查有无异常,并将欲加工订单提前输入电脑排单检验;设备投入工作后,应根据生产情况及时调整设备的工作状态,确保分切机压痕适中,分切无毛刺,两边修边位置合适。确保横切机进排纸顺畅,裁切长度精确,对联结生产管理的纵横切机,同样需时时监控其运行情况,谨防堵纸现象和不良品的产生;工作完毕后,及时清理设备上的积灰和纸屑,对刀具和磨刀砂轮进行检查,排净油水分高器和储气罐内积水,检查运转部位有无异常。然后,按照说明书操作要求切断电源,维护好电脑操作系统。江苏无碳纸分切机规格温州胜钥环保设备有限公司为您提供分切机,期待您的光临!
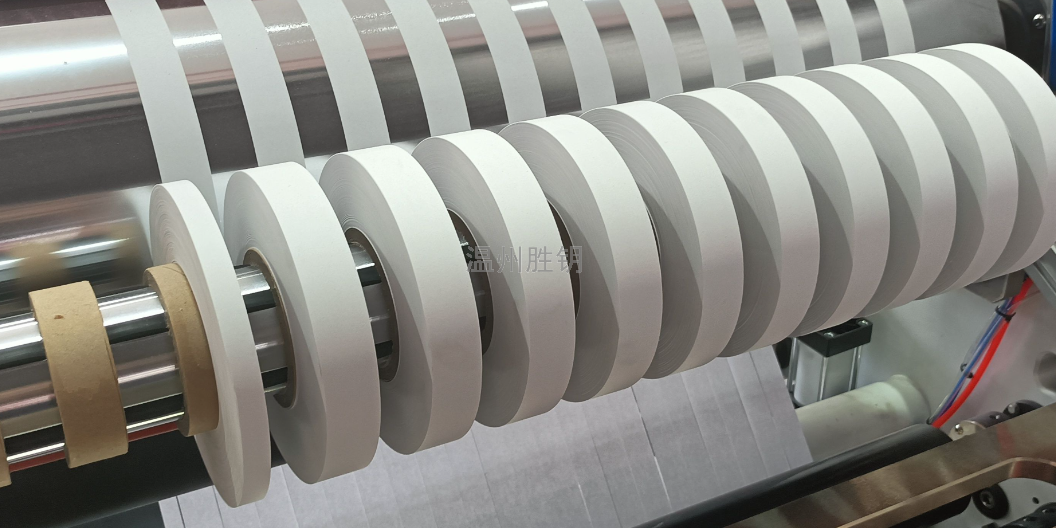
分切机不断从单电机控制往双电机,三电机发展,在机器速度更快情况下更加稳定高效。分切机主要的特点是磁粉离合器作为一个阻力装置,通过系统控制,来输出一个直流电压,控制磁粉离合器产生的阻力。主要的优势是其为被动装置,可以控制较小的张力。缺点:是速度不能高,高速运行时易造成磁粉高速摩擦,产生高温,造成磁粉离合器发热进而缩短其寿命。用刀具把一定宽度的卷材进行纵向裁剖,切成数条较窄分卷所用的装置。将其装在压延机或挤塑机、涂胶机等单元装置后,可完成连续切条,常带有卷绕装置。切条刀可用平片刀和圆口刀
分切机其实有很多的种类,但是面对不同的分切机作用也是不同的,分切机分为:贴合分切机、光学膜分切机、防护服条分切机、无纺布分切机等等种类的。在分切机行业上,使用起来还是很方便的,不需要人工进行操作,属于自动化产品,自动进行工作,分切机是机械行业,用于各种布类、无纺布、PVC、PU革等材料进行裁切分切。
分切机机作为印刷行业的重要设备,能够高效裁切纸张,为后续的印刷、装订等工序提供精确的纸张尺寸。了解切纸机的工作原理、操作方法及使用注意事项,能够更好地发挥其作用,提高工作效率和纸张利用率。在实际操作过程中,操作者应严格遵守相关规定,确保切纸机的安全、稳定运行,为印刷行业的快速发展提供有力支持。 温州胜钥环保设备有限公司是一家专业提供分切机的公司,期待您的光临!
原理编辑 播报1. 纸分切机要将整卷或整张原材料进行固定长度分切加工,例如塑料包装材料、包装纸箱、钢板、胶片、皮革、木片等进行分切加工,都要用到定长分切控制。2.分切长度可连续设定,如果实际分切长度有误差,容易通过设定参数的方式校准。3. 纸分切机分切控制分为静态和动态分切两种:在设定长度到达时准确停机,然后静态分切加工,分切后重新启动运行;在设定的长度到达时,不停机发出分切信号,分切机在材料运动过程中动态分切加工。分切机设备,就选温州胜钥环保设备有限公司,是用户的信赖之选,欢迎新老客户来电!辽宁双胶纸分切机
温州胜钥环保设备有限公司致力于提供分切机设备,有想法的不要错过哦!黑龙江亚粉纸分切机规格
分切机运转状况的正常是保证⽣产质量的根本。因为,每台分切机经过常时间⾼速运转后,⼀些重要关键部件运⾏精度将有所下降,这对分切⼀些⼩规格的膜卷和纸卷,要保证运⾏精度就有点困难。因为,复合膜属于⾼分⼦类产品,本⾝厚度⽐较薄,加⼯中容易受损坏,所以,分切时的运⾏精度不够时,薄膜上容易产⽣纵向条纹划痕等质量问题。为此,经我们胜钥多年观察和研究,确认分切中产⽣的纵向条纹划痕是分切中主要的质量问题,必须要解决。黑龙江亚粉纸分切机规格
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20
- 云南分切机厂商 12-20