
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
日常保养要点:为保证纸张、保单的裁切质量,平时需要对切纸机进行保养,要点如下:1.根据不同季节,选用合适的液压机油。冬季用20号机油,以保持其流动性;夏季用30号机油,以保持其一定的黏度。2.保持恰当的液压压力。压力过大,会使密封圈爆裂;压力过小,刀片裁切显得迟滞无力。3.用滑石粉或石蜡涂抹切纸平台和刀片口。这样做的好处有两点;一)、减少纸张与平台的摩擦阻力,操作省力;二)、延长刀片的裁切次数,裁切边口光滑整齐。4.加注润滑油。工作前要在机械注油口加注润滑油,保持机器润滑、清洁,不产生噪声,使切纸机经常处于良好的工作状态。分切机,就选温州胜钥环保设备有限公司,让您满意,欢迎您的来电哦!上海白板纸分切机国标
分切机
切刀的日常维护,刀片齿口外侧粘有胶水或杂质切纸机的刀片齿口处经常会粘有胶水或其他杂质,导致刀片下不来。此时,需要先将切纸刀架上的刀片卸下来,使用适量的清洁剂将刀片齿口处外侧的胶水或杂质清理干净。清洁完毕后,再将刀片重新装回刀架上,检查是否能正常下落。刀轴锈蚀严重切纸机长时间未使用或未经定期维护,刀轴上可能会因为氧化而产生锈迹。刀轴锈蚀严重则会导致刀片下不来,此时需要使用专业的锈蚀清洗剂将锈迹清理干净,然后使用防锈润滑油对刀轴进行涂抹保养,确保切纸机的刀片能正常下落。调节螺丝过紧切纸机的刀片下不来还有可能是由于刀架上的调节螺丝过紧,这时只需要松开螺丝即可。如果刀片下落后还是不正常,可以使用调节螺丝调整刀片的下落角度,使其能够正常下落。切纸机主轴损坏切纸机主轴遭受损坏也会导致刀片下不来,此时需要更换主轴才能解决问题。在更换主轴时,应该选择适合您的切纸机型号的主轴进行更换。总之,切纸机刀下不来的原因是多种多样的,我们需要根据具体原因采取正确的解决方法,以确保切纸机的正常使用。如果您不知道具体原因或无法解决问题,建议您联系专业的维修人员进行维修,以免造成更大的损失。福建全自动高速分切机规格温州胜钥环保设备有限公司分切机设备值得用户放心。
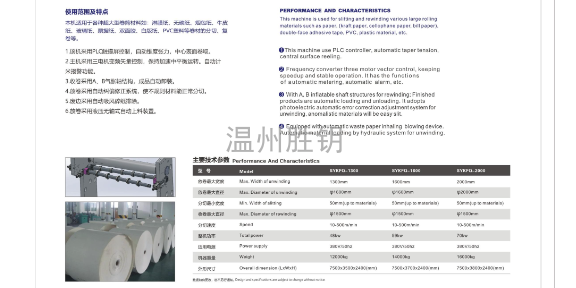
分切机是铝箔生产中不可或缺的重要设备,其主要任务是对轧制生产出来的铝箔进行分卷和剪切。具体来说,分切工序的任务就是将双合轧制的铝箔生产品进行分卷,按照客户要求的宽度和卷径进行精确切割,确保产品符合市场需求。其次,分切工序还需要将轧制过程中带过来的不合格品,如超厚、起皱、辊印等缺陷进行精确剔除,保证产品的内在品质。因此,对于用户来说,分切工序是一道加工工序,直接决定了产品的质量和客户满意度。根据铝箔分切厚度的不同,分切机分为厚箔分切机和薄箔分切机,以适应不同类型产品的生产需求。另外,根据分切机的卷取配置方式不同,又可分为立式分切机和卧式分切机。立式分切机是指两个卷取位置相对于地面垂直摆放的分切机,而卧式分切机则是两个卷取位置相对于地面水平位置摆放的分切机。不同的配置方式适用于不同的生产环境和产品需求,因此在选择分切机时需要根据实际情况进行选择。
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。分切机设备,就选温州胜钥环保设备有限公司,有想法的可以来电咨询!

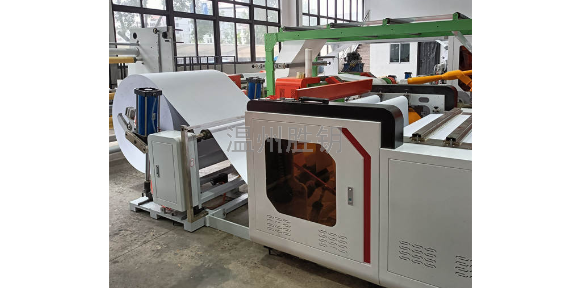
分切机是一种对宽卷材料进行纵向分切的设备,分条机结构:由开卷(放卷)、引料定位、分条纵剪、卷取(收卷)等组成的设备。其主要功能是将宽卷材料设长度方向剪切成窄的一定尺寸卷材,为日后其它加工工序做好准备。分切机主要用于造纸厂印刷厂各种膜类纸类这样的机器设备中,用通俗的话语是将很宽的大卷的产品分切成不同宽度的产品,与此同时,我们一般都能够检查出产品的质量,分切机的特点多样,我们在操作的时候,更能发挥它的特点。温州胜钥环保设备有限公司致力于提供分切机设备,有需求可以来电咨询!山东特种纸分切机定制
温州胜钥环保设备有限公司是一家专业提供分切机的公司。上海白板纸分切机国标
分卷其它要点1、开机前必须确认设备是否完好,检查设备有无甩油现象,如有问题须及时处理,特殊情况需征得设备人员认可,方可开机。2、分切必须明确生产计划及要求。3、生产中不用脏手或其它脏物去接触铝箔,以免留下退火油斑。4、注意观察转动辊的油雾润滑端以防积油、甩油。5、严禁在打底或生产过程中衬料,或用酒精调整板形。6、工作时上下支撑辊与展平辊必须同时作用在铝卷上。7、主操开机时,副操和助手必须做好为下一车生产的准备工作,并保持现场清洁。8、进框时严格按照工艺要求进行,宽料与窄料、厂家不同的,卷径大小的都要分开,另外一般情况下。9、卸卷时,为了防止碰伤料中间用泡沫隔开。10、卸料桌面及开卷周围要经常吹扫、擦洗保持清洁。11、做好交接班卫生工作,现场定置安放工作要做好,设备故障以及生产情况必须向下一班交代清楚,核算出本工序产量、成材率。12、生产时由于来料质量不好,需要生产的必须向有关领导汇报并注明情况。13、严格按照换辊要求进行换辊,做好检查工作并且给辊做好标记。14、注意大卷径料要用壁厚12mm的串管,杜绝料中间靠在一起。上海白板纸分切机国标
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 北京烟包纸分切机生产厂家 12-22
- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20