
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
生产过程与作业方法1、根据材料和生产要求设定收放卷张力,计数器自动停止数等,设定完毕,打开光电跟踪纠偏;2、将所要分切的基材拉至分切机处,提起穿料轴,穿入纸管,穿料时注意方向;3、调整基材到合适位置,冲入压缩空气;4、将要分切材料引入到收料轴上,穿料时注意机器上的刀片,以防手被划伤;5、根据材料特点,调整光电感应位置,以保证尺寸准确;6、根据生产工艺单尺寸要求,安装分切刀架到合适位置,紧固下刀,打开风机,把下刀边料送入风机桶内,然后低速开机,把材料切成所要求的规格;7、把符合规格的纸管穿在收料轴上,冲入压缩空气,把分切符合要求的产品牵引至收料轴的纸管上;8、慢速开机,观察在分切运行过程中分切效果,对分切速度、张力、接角压力、边料等进行适当调节控制,放卷张力,以及分切的材料是否符合质量要求,稳定后慢慢加速,机器运转时严禁将手放入机器内,以免手被压到;9、生产过程中一切从公司利益出发,减少浪费,降低生产成本。分切机设备,就选温州胜钥环保设备有限公司,让您满意,有想法可以来我司咨询!云南电脑高速分切机规格
分切机
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑移:卷的太松、张力太小,卷的太紧、张力太大。(6)薄膜表面有划痕:分切机导辊表面不清洁,被动导辊转动不灵,导辊表面有划痕,应修理或更换。(7)膜卷表面有硬块状凸起:收卷太紧(暴筋),卷进杂质,薄膜本身晶点过大造成。(8)卷材端面菊花状:由于薄膜外层张力太大,是内层膜产生滑移,造成过紧应调整收卷锥度,使锥度值加大,以减少外层张力。陕西淋膜纸分切机厂商温州胜钥环保设备有限公司为您提供分切机,有需求可以来电咨询!

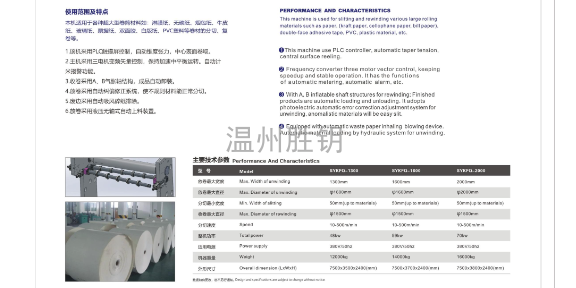
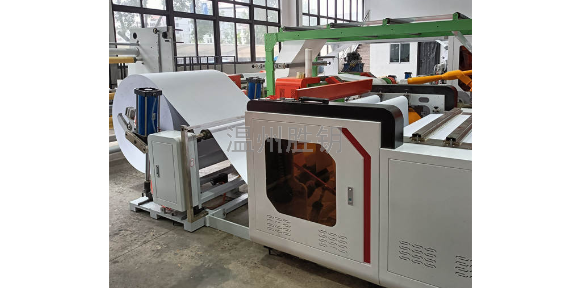
分切机是在生产过程中根据不同需要,不同材料而对宽幅材料进行切边、分切,复卷等的设备。分切机根据材料不同分为多种种类其中分切机主要用于将宽幅卷材分切成各种适合生产需要的窄幅卷材,分条工艺包括放卷料和收卷料两个过程。放卷料和收卷料的张力控制是分条机的关键环节。本机是在原有电控系统的基础上增加了自动对边器控制,达到了理想的效果、提高了机器工作性能,使机器在高速运转中更趋稳定,收卷平整,操作简单方便,安全可靠,耐用性强。
主要机构(一)机架部份采用厚钢板焊接而成。(二)收卷部份收卷采用3英寸气胀卷轴与磁粉张力控制器收卷,此机分切包边条操作简单,最大收卷直径可达600mm。(三)放卷部份放卷采用3英寸气胀放卷轴。(四)切刀部份切刀可使用工业手术刀片或平刀式(美工刀片)及圆刀片。(五)主机部份主要采用5KW电机,采用电子调速系统,使用时通过人工调节机器的速度。(六)导辊部份整机采用镀铬钢管,每条经过动平衡处理。(七)收卷可采用滑差轴收卷或采用气胀轴收卷分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,有想法可以来我司咨询!
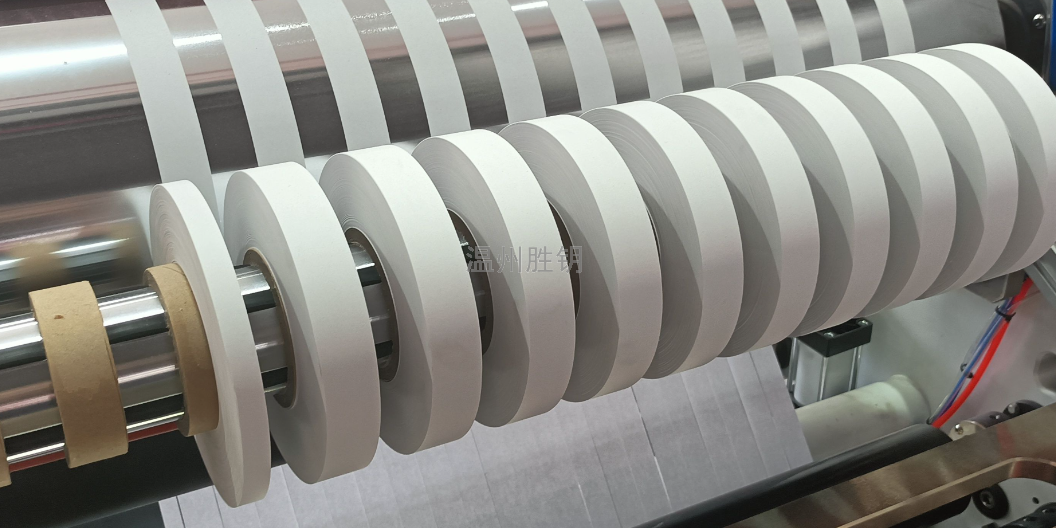
分切机是一种对宽卷材料进行纵向分切的设备,分条机结构:由开卷(放卷)、引料定位、分条纵剪、卷取(收卷)等组成的设备。其主要功能是将宽卷材料设长度方向剪切成窄的一定尺寸卷材,为日后其它加工工序做好准备。分切机主要用于造纸厂印刷厂各种膜类纸类这样的机器设备中,用通俗的话语是将很宽的大卷的产品分切成不同宽度的产品,与此同时,我们一般都能够检查出产品的质量,分切机的特点多样,我们在操作的时候,更能发挥它的特点。温州胜钥环保设备有限公司分切机设备服务值得放心。四川自动分切机精切度高
主机采用三电机变频矢量控制,保持加速中平衡运转。自动计米报警功能。云南电脑高速分切机规格
开机准备是分切机运行的重要环节,需要遵循以下步骤:首先,应按设备使用规程进行认真检查,确保各部位能够正常运行,保证生产流程的顺利进行。其次,清洁设备是必不可少的环节,特别是导辊及胶辊辊等与铝箔接触的部位,需要用软布和酒精进行仔细擦拭,以避免对产品质量造成影响。此外,还需要根据生产要求和技术要求,合理准备好生产用芯管和卷取用轴,这直接关系到生产效率和产品质量。接下来,上下刃刀片的组装也是一项重要的工作,具体的操作可以参考《换刀、调刀操作》一文的介绍。此外,吸边风管的设置也是关键之一,需要将吸边风管口与被抽条对好,同时将不用的风口堵上,以提高有效吸风量。由主操根据来料规格和工艺要求设定参数。在生产准备工作中出现异常情况时,应找有关人员处理,以确保开机工作的顺利进行。云南电脑高速分切机规格
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13



- 北京烟包纸分切机生产厂家 12-22
- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20