
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
分切机有两种档式操作有准确的模式,精度较高。2、可以分成表面卷取和中间卷取两种不同的收卷方式。3、在使用时,它采用的是自动张力的模式,用圆刀对产品进行相应的分割,所分割出来的产品质量非常达标,对产品的调整也是特别方便的。4、分切机的轴承表面采用的是以面部的中间部位进行取卷的,这样被选的卷质量相对比较均匀,使用起来它的稳定性就会比较均衡。5、分切机能够自动计米,也可以自动调整为停机模式,使用的非常的方便。温州胜钥环保设备有限公司为您提供分切机设备,期待为您服务!陕西碳带分切机国标
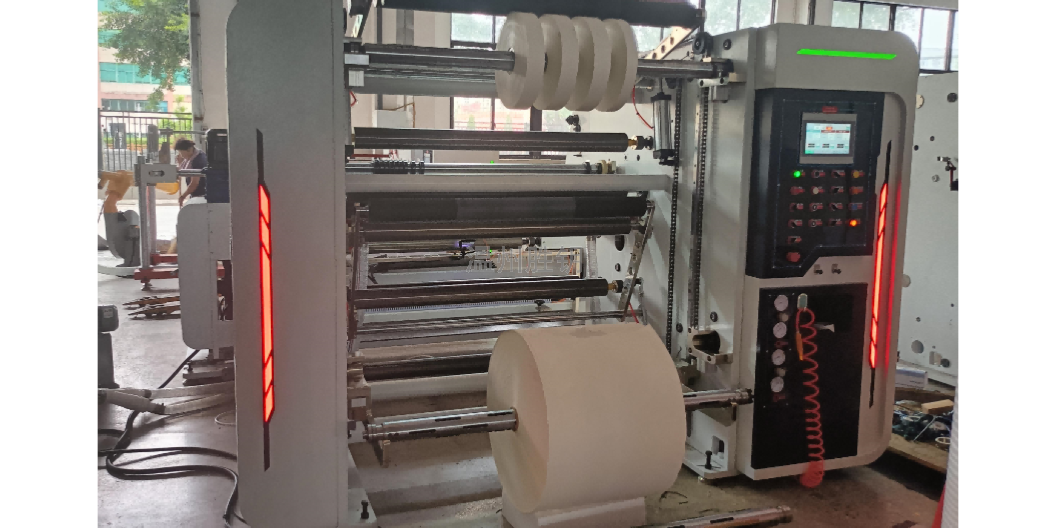
分切机
分切,在复合软包装生产中扮演着举足轻重的角色。随着自动化包装设备的日益普及,以膜卷形式出厂的复合软包装材料逐渐增多,对其分切质量和分切规格的需求也日益提高。此外,复合软包装材料的多样性也日益凸显,包括强度、不易拉伸的材料,柔软、延伸率大的材料,易划丝、不耐摩擦的材料等,这些都为分切工艺带来了更高的挑战。分切工艺,就是将大规格的原膜,经过印刷和复合后的膜卷,通过切割加工成所需规格尺寸的工艺。而执行这一工艺所需的设备,便是我们称之为分切机的设备江西PVC塑料分切机分切机设备,就选温州胜钥环保设备有限公司,让您满意,期待您的光临!
切刀的日常维护,刀片齿口外侧粘有胶水或杂质切纸机的刀片齿口处经常会粘有胶水或其他杂质,导致刀片下不来。此时,需要先将切纸刀架上的刀片卸下来,使用适量的清洁剂将刀片齿口处外侧的胶水或杂质清理干净。清洁完毕后,再将刀片重新装回刀架上,检查是否能正常下落。刀轴锈蚀严重切纸机长时间未使用或未经定期维护,刀轴上可能会因为氧化而产生锈迹。刀轴锈蚀严重则会导致刀片下不来,此时需要使用专业的锈蚀清洗剂将锈迹清理干净,然后使用防锈润滑油对刀轴进行涂抹保养,确保切纸机的刀片能正常下落。调节螺丝过紧切纸机的刀片下不来还有可能是由于刀架上的调节螺丝过紧,这时只需要松开螺丝即可。如果刀片下落后还是不正常,可以使用调节螺丝调整刀片的下落角度,使其能够正常下落。切纸机主轴损坏切纸机主轴遭受损坏也会导致刀片下不来,此时需要更换主轴才能解决问题。在更换主轴时,应该选择适合您的切纸机型号的主轴进行更换。总之,切纸机刀下不来的原因是多种多样的,我们需要根据具体原因采取正确的解决方法,以确保切纸机的正常使用。如果您不知道具体原因或无法解决问题,建议您联系专业的维修人员进行维修,以免造成更大的损失。
切割方式分切机主要采用两种切割方式:圆周切割和直线切割。圆周切割是指刀片在圆周方向上做旋转运动,同时刀片与材料一起进行直线进给,从而实现材料的圆形切割。直线切割是指刀片在材料上做直线运动,从而实现材料的直线切割。切割部件分切机的切割部件主要包括刀片、轴承和密封件。刀片是实现切割的关键部件,一般采用高度合金材料制成,具有锋利刃口和一定角度的斜面。轴承用于支撑刀片,同时保证其旋转或直线运动。密封件则起到密封作用,防止材料在切割过程中产生跑偏或吸湿等问题。传动部件分切机的传动部件主要包括皮带、轴套和轮座。皮带负责传递动力,连接主轴和刀片,保证刀片能够获得足够的切割力。轴套是轴承的定位件,起到固定轴承位置并保证其旋转精度的作用。轮座则是支撑皮带和轴套的基础部件。精度保证分切机的精度保证措施主要体现在设计精度和加工精度两个方面。设计精度主要是指机器结构的设计,包括刀片与材料的相对位置、轴承与轴套的配合精度等。加工精度则是涉及刀片、轴承、密封件等部件的加工质量,要求这些部件的尺寸和形位公差都必须达到一定标准。温州胜钥环保设备有限公司致力于提供分切机,欢迎您的来电哦!

机械的防护设施是否完善。操作过程中要防止压伤、划伤或带进转动的齿轮、链条、滚筒等4调刀:根据作业要求调整准确的刀距,注意刀口的方向。必要时要把底刀取下重新排刀,刀有豁口或不锋利要其实修理更换5查勘静电消除设施及机台地线的连接。把机台下铺好废纸防止灰尘吸附。6上料时注意安全。把材料推到合适位置进行充气,注意材料的转动方向不可上反。7穿纸和对边:把材料按设备设定的方向从放卷穿到收卷,并调整纠偏位置进行对边,上料时一定要注意纠偏行程。8在收卷轴上穿上作业要求的纸管,对齐材料。需要贴双面胶的必须贴好双面胶,调整好合适的收卷张力和放卷张力,进行切边收卷。9在收卷过程中要严格检验产品质量,不可把次品或废品和其他赃物或边条卷进产品,同时严格控制米数。10停机卸卷时要一手托住材料把产品从气胀轴上抽出来,不得在产品上留下手印分切机,就选温州胜钥环保设备有限公司,有需要可以联系我司哦!陕西碳带分切机定制
温州胜钥环保设备有限公司致力于提供分切机设备,有需求可以来电咨询!陕西碳带分切机国标
分切机的工艺流程放卷——张力控制——引出牵引——切刀分切(飞边)——收卷操作规格要点:一:开机准备1、检查电源、气源是否正常。2、检查传动部位是否需要加注润滑油、各部件有无松动。3、打开机器电源开关,对照生产排单领取所需要分切的产品。4、切好所需要的纸管。设定控制1、照分切计划单安排的薄膜类型、厚度、长度、宽度等设置分切菜单。2、从PDF中提起相应的BOPP膜档案。3、设定相应规格膜的收卷长度、宽度。4、选择相应的收卷工位,调整好压辊臂及压辊,安装好相应规格的纸芯。陕西碳带分切机国标
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 北京烟包纸分切机生产厂家 12-22
- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20