
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
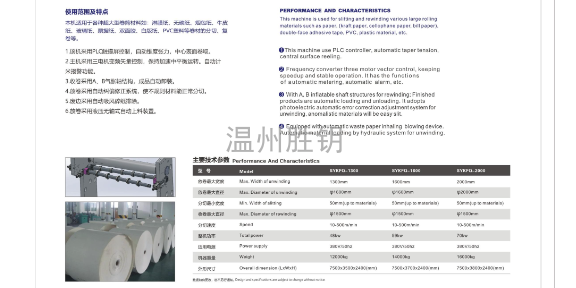
分切机的传统控制方案是利用一台大电机来驱动收放卷的轴,在收放卷轴上加有磁粉离合器,通过调节磁粉离合器的电流来控制其所产生的阻力,以控制材料表面的张力。磁粉离合器及制动器是一种特殊的自动化执行元件,它是通过填充于工作间隙的磁粉传递扭矩,改变了磁电流就可以改变磁粉的磁性状态,进而调节传递的扭矩。可用于从零开始到同步速度的无级调速,适用于高速段微调及中小功率的调速系统。还用于用调节电流的方法调节转矩以保证卷绕过程中张力保持恒定的开卷或复卷张力控制系统。本机适用各超大型卷筒材料如:淋膜纸、无碳纸、烟包纸、牛皮纸、玻璃纸、票据纸、白版纸、塑料等分切复卷。山东烟包纸分切机精切度高
分切机
分切机的操作方法操作分切机前,需确保电源已连接,并仔细阅读使用说明书。具体操作步骤如下:1.打开分切机电源,将待切割的纸张放置在调好宽度的圆刀轴下,调整刀片与纸张的距离,确保切割精度,控制调整张力使纸张在一个合适的张力范围内。2.根据需要设置切割长度,将控制杆向前推动,使刀片下降到纸张表面。3.按下启动按钮,分切机开始裁切纸张进行分切复卷。4.分切复卷时或完成后,检查切割效果及平整度,如无问题可将纸卷取出。浙江PVC塑料分切机定制厂家分切机设备,就选温州胜钥环保设备有限公司。

切纸机根据操作方式和裁切的传动方式的不同,可以分为以下几类:手动型切纸机:整体结构相对简单,调试维修方便,但精度较低,满足不了高要求的裁切需求。机械型切纸机:相比手动型切纸机,机械型切纸机采用机械传动,裁切相对稳定但精确度仍然有限。液压型切纸机:采用液压传动,裁切稳定且精确度高,但结构复杂,调试维修较困难。全液压型切纸机:在液压型切纸机的基础上进一步优化,裁切精度和稳定性都得到了提升。数字显示切纸机:操作数据以数字形式显示,方便操作人员掌握裁切情况。微机程控式切纸机:采用微机控制技术,可预设裁切程序,使整个操作过程按照设定程序循环进行。切纸机的工作原理主要是基于“铡刀”原理,即刀片沿斜线向下切割纸张。无论手动型、机械型、液压型、全液压型、数字显示型还是微机程控式切纸机,其工作原理都是类似的。在手动切纸机中,操作者通过杠杆压板和标尺挡板来控制刀具的移动和切割位置;在机械型、液压型和全液压型切纸机中,刀具的位置和移动则由相应的机械或液压装置驱动。数字显示切纸机和微机程控式切纸机则进一步引入了现代控制技术,使裁切过程更加精确和可控。
分切机的工艺流程放卷——张力控制——引出牵引——切刀分切(飞边)——收卷操作规格要点:一:开机准备1、检查电源、气源是否正常。2、检查传动部位是否需要加注润滑油、各部件有无松动。3、打开机器电源开关,对照生产排单领取所需要分切的产品。4、切好所需要的纸管。设定控制1、照分切计划单安排的薄膜类型、厚度、长度、宽度等设置分切菜单。2、从PDF中提起相应的BOPP膜档案。3、设定相应规格膜的收卷长度、宽度。4、选择相应的收卷工位,调整好压辊臂及压辊,安装好相应规格的纸芯。温州胜钥环保设备有限公司致力于提供分切机,欢迎您的来电哦!

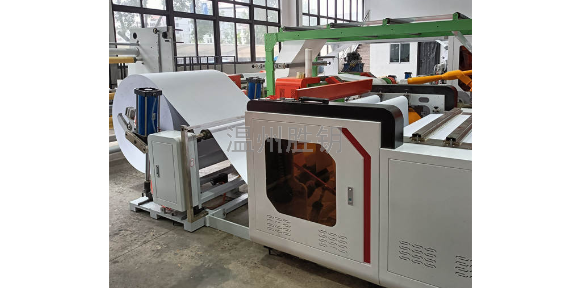
放卷铝棍设有手动上下调偏装置,使材料能够与铝棍平衡运行以保收卷精度和质量。配备模拟式纠偏系统,跟踪材料的边缘。纠偏光电装有电动微调功能,使机器在运转过程中能够快递的调节光电跟踪位置,保证基材正确走料纠。放卷张力采用磁粉刹车控制,实现张力自动控制,安装旋转编码器检测料卷直径,实现放卷余量报警功能。收卷方式:采用表面卷取和中心卷取双用,由变频电机带动气胀轴驱动,圆弧同步轮传递力矩,传动噪音小,力矩大,功率损耗小。收卷张力:PLC计算张力,通过气动控制,补偿料卷收卷直径变化而引起的张力变化,实现张力自动锥度控制温州胜钥环保设备有限公司为您提供分切机,有需要可以联系我司哦!河北双胶纸分切机厂商
采用PLC触摸屏控制,自动锥度张力,中心表面卷取。山东烟包纸分切机精切度高
卸刀、磨刀及装刀解决办法:如果机器切不透,就需要磨刀,首先,把刀落下一半,然后关机把装刀螺丝全部松开,然后拿出卸刀手柄装上去,再把所有螺丝都拆掉,把刀拿下送到专业的磨刀处去磨刀,磨完后按照卸刀程序再把刀装上去,一般磨过的刀都要比原来的刀窄,这时就要把刀调低一些,首先拿一张A3的纸放在刀下,再把刀落到下面关掉电源,把上刀螺丝松开,在刀架的上部有三个调刀螺丝,拿一个内六角向下压,直到刀下的纸裁透就可以。山东烟包纸分切机精切度高
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 北京烟包纸分切机生产厂家 12-22
- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20