
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
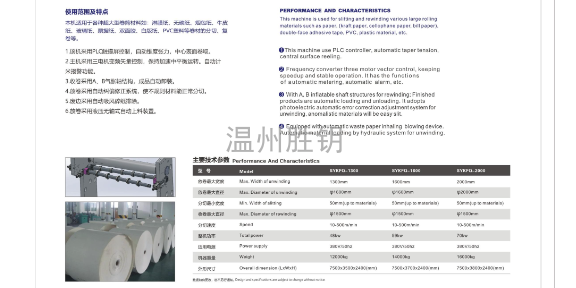
分切机有两种档式操作有准确的模式,精度较高。2、可以分成表面卷取和中间卷取两种不同的收卷方式。3、在使用时,它采用的是自动张力的模式,用圆刀对产品进行相应的分割,所分割出来的产品质量非常达标,对产品的调整也是特别方便的。4、分切机的轴承表面采用的是以面部的中间部位进行取卷的,这样被选的卷质量相对比较均匀,使用起来它的稳定性就会比较均衡。5、分切机能够自动计米,也可以自动调整为停机模式,使用的非常的方便。温州胜钥环保设备有限公司为您提供分切机,欢迎新老客户来电!山西淋膜纸分切机什么价格
分切机
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑移:卷的太松、张力太小,卷的太紧、张力太大。(6)薄膜表面有划痕:分切机导辊表面不清洁,被动导辊转动不灵,导辊表面有划痕,应修理或更换。(7)膜卷表面有硬块状凸起:收卷太紧(暴筋),卷进杂质,薄膜本身晶点过大造成。(8)卷材端面菊花状:由于薄膜外层张力太大,是内层膜产生滑移,造成过紧应调整收卷锥度,使锥度值加大,以减少外层张力。青海自动分切机厂家温州胜钥环保设备有限公司为您提供分切机。

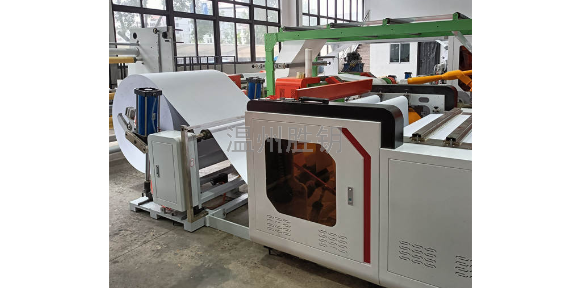
分切机的操作方法操作分切机前,需确保电源已连接,并仔细阅读使用说明书。具体操作步骤如下:1.打开分切机电源,将待切割的纸张放置在调好宽度的圆刀轴下,调整刀片与纸张的距离,确保切割精度,控制调整张力使纸张在一个合适的张力范围内。2.根据需要设置切割长度,将控制杆向前推动,使刀片下降到纸张表面。3.按下启动按钮,分切机开始裁切纸张进行分切复卷。4.分切复卷时或完成后,检查切割效果及平整度,如无问题可将纸卷取出。
卸刀、磨刀及装刀解决办法:如果机器切不透,就需要磨刀,首先,把刀落下一半,然后关机把装刀螺丝全部松开,然后拿出卸刀手柄装上去,再把所有螺丝都拆掉,把刀拿下送到专业的磨刀处去磨刀,磨完后按照卸刀程序再把刀装上去,一般磨过的刀都要比原来的刀窄,这时就要把刀调低一些,首先拿一张A3的纸放在刀下,再把刀落到下面关掉电源,把上刀螺丝松开,在刀架的上部有三个调刀螺丝,拿一个内六角向下压,直到刀下的纸裁透就可以。温州胜钥环保设备有限公司分切机值得放心。

平⼑分切就是像剃⼑⼀样,将单⾯⼑⽚或双⾯⼑⽚固定在⼀个固定的⼑架上,在材料运⾏过程中将⼑落下,使⼑将材料纵向切开,以达到分切⽬的。平⼑分切有两种⽅式:⼀种是切槽分切;⼀种是悬空分切。切槽分切是材料运⾏在⼑槽辊时,将切⼑落在⼑槽辊的槽中,将材料纵向切开,此时材料在⼑槽辊有⼀定包⾓,不易发⽣漂移现象。再分切流延PP膜或边料较窄的膜时,常⽤这种分切⽅式,可以提⾼分切效率。但是对于悬空分切,它的缺点是对⼑⽐较不便。悬空分切是材料在经过两辊之间时,剃⼑落下将材料纵向切开,此时材料处于⼀种相对不稳定状态,因此分切精度⽐切模分切略差⼀点,但这种分切⽅式对⼑⽅便,操作⽅便。平切⼑分切主要适合分切很薄的塑料膜和复合膜。圆⼑分切圆⼑分切可分为切线分切和⾮切线分切。切线分切为材料从上下两圆盘⼑的切线⽅向分切,这种分切对⼑⽐较⽅便,上圆盘⼑和下圆盘⼑可根据分切宽度要求,很容易地直接调整位置。它的缺点是材料很容易在分切处发⽣漂移现象,所以精度不⾼,现在⼀般不⽤。这种分切⽅式可以使材料不易发⽣漂移,分切精度⾼。但是调⼑不是很⽅便,下圆盘⼑安装时,必须将整轴拆下。圆⼑分切适合分切⽐较厚的复合膜和纸张类温州胜钥环保设备有限公司是一家专注提供分切机设备的企业,期待能为您服务!淋膜纸分切机哪种好
分切机设备,就选温州胜钥环保设备有限公司,让您满意,有想法可以来我司咨询!山西淋膜纸分切机什么价格
分切机的传统控制方案是利用一台大电机来驱动收放卷的轴,在收放卷轴上加有磁粉离合器,通过调节磁粉离合器的电流来控制其所产生的阻力,以控制材料表面的张力。磁粉离合器及制动器是一种特殊的自动化执行元件,它是通过填充于工作间隙的磁粉传递扭矩,改变了磁电流就可以改变磁粉的磁性状态,进而调节传递的扭矩。可用于从零开始到同步速度的无级调速,适用于高速段微调及中小功率的调速系统。还用于用调节电流的方法调节转矩以保证卷绕过程中张力保持恒定的开卷或复卷张力控制系统。山西淋膜纸分切机什么价格
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 北京烟包纸分切机生产厂家 12-22
- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20