
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
分切机开机前检查规程1.每天上班前必须保证8小时的睡眠时间,提前分钟到场,严禁酒后上班。2.严禁携带易燃易爆物品进入车间。3.上岗前必须穿戴工作服、工作帽和安全鞋,头发和着装必须符合公司规范。4.检查电、气是否正常。5.送电前检查设备所处状态,其安全防护板、防护网是否正常。6.合闸送电,打开压缩空气开关。7.检查设备按钮、收、放卷张力是否正常。8.更换刀片和清理刀片部位卫生时必须小心操作,防止划伤。9.上料时必须居中锁紧,必须小心操作防止夹伤。10.任何情况下禁止将手指伸入压辊里面。11.准备工作完成前禁止任何人开动或点动设备防止误伤。12.必须使用专门上料车上料和卸料,确认料装好后才能拉开上料车,防止材料掉下砸伤。温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,有想法的可以来电咨询!贵州白卡纸分切机供应
分切机
操作方法根据不同型号的切纸机略有不同,一般来说,操作步骤如下:将待裁切的纸张放在切纸机的进纸口,确保纸张平整无折叠。调整切纸机的裁切大小,根据需求将纸张裁切成相应大小。按下启动键或转动摇把,切纸机开始裁切纸张。裁切完毕后,将废纸从出纸口清出。停机维护。使用切纸机时需注意以下事项:不允许在设备不平稳或暴露在化学品等有害物质的环境中使用。切纸机应在干燥的环境中存储和使用。定期检查刀片是否锋利并及时更换。定期检查齿轮和轴承是否磨损并及时更换。使用指定的润滑剂润滑机器的移动部分。在使用过程中,一次不要塞入过多的纸张,尤其是高质量的纸,以避免卡纸现象。纸张放入时尽量不要放歪斜,对比较窄的纸要尽量放在进纸口的中间。在使用过程中出现卡纸故障时,应立即停机并采取相应的措施(如倒退键或停机键),然后再使用相关的部件进行检查和修理。操作过程需严格遵循相关规定和使用手册,避免因误操作导致的事故。贵州亚粉纸分切机哪家好分切机设备,就选温州胜钥环保设备有限公司。
分卷其它要点1、开机前必须确认设备是否完好,检查设备有无甩油现象,如有问题须及时处理,特殊情况需征得设备人员认可,方可开机。2、分切必须明确生产计划及要求。3、生产中不用脏手或其它脏物去接触铝箔,以免留下退火油斑。4、注意观察转动辊的油雾润滑端以防积油、甩油。5、严禁在打底或生产过程中衬料,或用酒精调整板形。6、工作时上下支撑辊与展平辊必须同时作用在铝卷上。7、主操开机时,副操和助手必须做好为下一车生产的准备工作,并保持现场清洁。8、进框时严格按照工艺要求进行,宽料与窄料、厂家不同的,卷径大小的都要分开,另外一般情况下。9、卸卷时,为了防止碰伤料中间用泡沫隔开。10、卸料桌面及开卷周围要经常吹扫、擦洗保持清洁。11、做好交接班卫生工作,现场定置安放工作要做好,设备故障以及生产情况必须向下一班交代清楚,核算出本工序产量、成材率。12、生产时由于来料质量不好,需要生产的必须向有关领导汇报并注明情况。13、严格按照换辊要求进行换辊,做好检查工作并且给辊做好标记。14、注意大卷径料要用壁厚12mm的串管,杜绝料中间靠在一起。
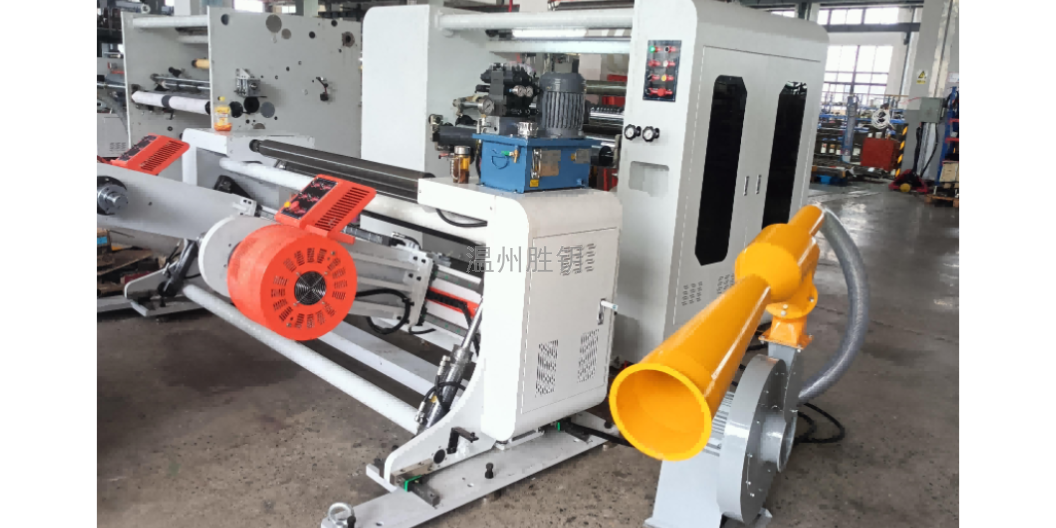
分切,在复合软包装生产中扮演着举足轻重的角色。随着自动化包装设备的日益普及,以膜卷形式出厂的复合软包装材料逐渐增多,对其分切质量和分切规格的需求也日益提高。此外,复合软包装材料的多样性也日益凸显,包括强度、不易拉伸的材料,柔软、延伸率大的材料,易划丝、不耐摩擦的材料等,这些都为分切工艺带来了更高的挑战。分切工艺,就是将大规格的原膜,经过印刷和复合后的膜卷,通过切割加工成所需规格尺寸的工艺。而执行这一工艺所需的设备,便是我们称之为分切机的设备温州胜钥环保设备有限公司为您提供分切机设备。

分切机运转状况的正常是保证⽣产质量的根本。因为,每台分切机经过常时间⾼速运转后,⼀些重要关键部件运⾏精度将有所下降,这对分切⼀些⼩规格的膜卷和纸卷,要保证运⾏精度就有点困难。因为,复合膜属于⾼分⼦类产品,本⾝厚度⽐较薄,加⼯中容易受损坏,所以,分切时的运⾏精度不够时,薄膜上容易产⽣纵向条纹划痕等质量问题。为此,经我们胜钥多年观察和研究,确认分切中产⽣的纵向条纹划痕是分切中主要的质量问题,必须要解决。放卷采用自动纠偏修正系统,使不规则材料能正常分切。湖北无碳纸分切机国标
分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,有想法可以来我司咨询!贵州白卡纸分切机供应
分切操作要点:1.准备工作:备好工具,检查设备润滑情况,机械上不能放任何杂物。2.原膜安装:调整安装架宽度,安装在大致中心位置,注意卷出方向是表卷还是里卷。3.穿膜:确认穿膜路径,在把所有辊筒打开,打开刀具,再送膜。4.分切运转:逐步提高速度,注意调整EPC扩展辊、牵引辊、切边卷取等部位。5.EPC调整:把检测器透镜面擦干净,再按照标准步骤操作。6.平行辊调节:正常运转时,该辊应以平行状态运行,如薄膜有松弛时,根据松弛情况适当调节。7.调节边料卷边器:使卷边分布均匀。贵州白卡纸分切机供应
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19



- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 北京烟包纸分切机生产厂家 12-22
- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20