
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
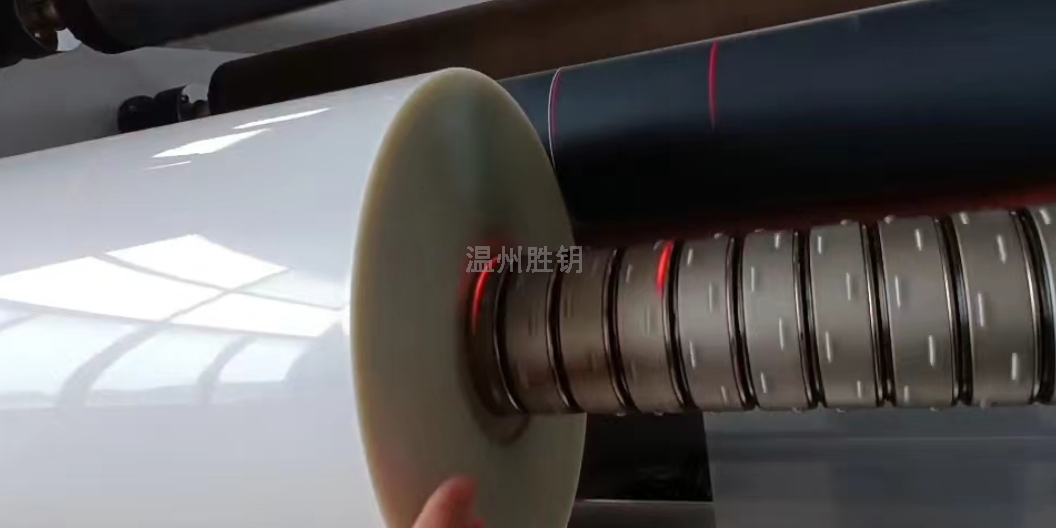
放卷铝棍设有手动上下调偏装置,使材料能够与铝棍平衡运行以保收卷精度和质量。配备模拟式纠偏系统,跟踪材料的边缘。纠偏光电装有电动微调功能,使机器在运转过程中能够快递的调节光电跟踪位置,保证基材正确走料纠。放卷张力采用磁粉刹车控制,实现张力自动控制,安装旋转编码器检测料卷直径,实现放卷余量报警功能。收卷方式:采用表面卷取和中心卷取双用,由变频电机带动气胀轴驱动,圆弧同步轮传递力矩,传动噪音小,力矩大,功率损耗小。收卷张力:PLC计算张力,通过气动控制,补偿料卷收卷直径变化而引起的张力变化,实现张力自动锥度控制温州胜钥环保设备有限公司为您提供分切机设备,欢迎您的来电!四川全自动分切机定制
分切机
操作维护使用分切机时需要注意以下事项:首先,要选择适合的材料和切割方式;其次,要调整合适的切割速度和进给速度;再者,要注意观察切割情况,及时调整刀片角度和位置;要定期检查和维护机器,包括清理杂物、润滑保养等。在维护方面,分切机的操作人员需要定期清洗机器,特别是要清洗刀片和轴承等部件,以防止材料碎屑和灰尘的积聚。此外,操作人员还需要检查机器各部件是否有磨损或松动现象,如有需要应及时更换或调整。总之,分切机作为一种常见的机械设备,其工作原理涉及到多个方面。操作和维护分切机需要具备一定的专业知识和技能,同时也需要注意安全事项。了解分切机的工作原理和操作维护方法对于正确使用机器和提高生产效率都具有重要意义。河南全自动高精度分切机厂商分切机设备,就选温州胜钥环保设备有限公司,让您满意,欢迎您的来电哦!
分切,在复合软包装生产中扮演着举足轻重的角色。随着自动化包装设备的日益普及,以膜卷形式出厂的复合软包装材料逐渐增多,对其分切质量和分切规格的需求也日益提高。此外,复合软包装材料的多样性也日益凸显,包括强度、不易拉伸的材料,柔软、延伸率大的材料,易划丝、不耐摩擦的材料等,这些都为分切工艺带来了更高的挑战。分切工艺,就是将大规格的原膜,经过印刷和复合后的膜卷,通过切割加工成所需规格尺寸的工艺。而执行这一工艺所需的设备,便是我们称之为分切机的设备
分切机是铝箔生产中不可或缺的重要设备,其主要任务是对轧制生产出来的铝箔进行分卷和剪切。具体来说,分切工序的任务就是将双合轧制的铝箔生产品进行分卷,按照客户要求的宽度和卷径进行精确切割,确保产品符合市场需求。其次,分切工序还需要将轧制过程中带过来的不合格品,如超厚、起皱、辊印等缺陷进行精确剔除,保证产品的内在品质。因此,对于用户来说,分切工序是一道加工工序,直接决定了产品的质量和客户满意度。根据铝箔分切厚度的不同,分切机分为厚箔分切机和薄箔分切机,以适应不同类型产品的生产需求。另外,根据分切机的卷取配置方式不同,又可分为立式分切机和卧式分切机。立式分切机是指两个卷取位置相对于地面垂直摆放的分切机,而卧式分切机则是两个卷取位置相对于地面水平位置摆放的分切机。不同的配置方式适用于不同的生产环境和产品需求,因此在选择分切机时需要根据实际情况进行选择。温州胜钥环保设备有限公司致力于提供分切机,欢迎新老客户来电!

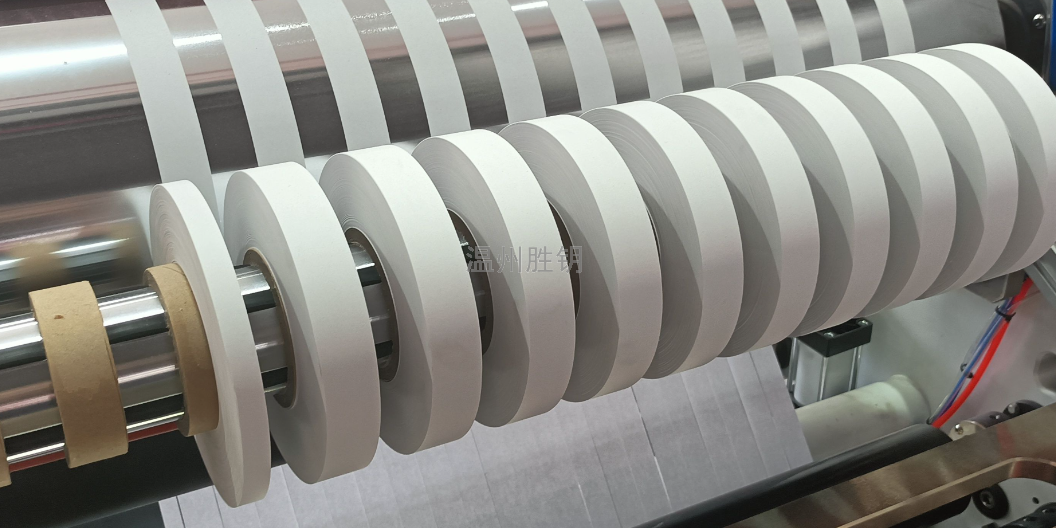
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。温州胜钥环保设备有限公司为您提供分切机,期待为您!四川全自动分切机定制
温州胜钥环保设备有限公司致力于提供分切机设备,欢迎您的来电哦!四川全自动分切机定制
原理编辑播报1.纸分切机要将整卷或整张原材料进行固定长度分切加工,例如塑料包装材料、包装纸箱、钢板、胶片、皮革、木片等进行分切加工,都要用到定长分切控制。2.分切长度可连续设定,如果实际分切长度有误差,容易通过设定参数的方式校准。3.纸分切机分切控制分为静态和动态分切两种:在设定长度到达时准确停机,然后静态分切加工,分切后重新启动运行;在设定的长度到达时,不停机发出分切信号,分切机在材料运动过程中动态分切加工。四川全自动分切机定制
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20
- 云南分切机厂商 12-20