
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
开机准备是分切机运行的重要环节,需要遵循以下步骤:首先,应按设备使用规程进行认真检查,确保各部位能够正常运行,保证生产流程的顺利进行。其次,清洁设备是必不可少的环节,特别是导辊及胶辊辊等与铝箔接触的部位,需要用软布和酒精进行仔细擦拭,以避免对产品质量造成影响。此外,还需要根据生产要求和技术要求,合理准备好生产用芯管和卷取用轴,这直接关系到生产效率和产品质量。接下来,上下刃刀片的组装也是一项重要的工作,具体的操作可以参考《换刀、调刀操作》一文的介绍。此外,吸边风管的设置也是关键之一,需要将吸边风管口与被抽条对好,同时将不用的风口堵上,以提高有效吸风量。由主操根据来料规格和工艺要求设定参数。在生产准备工作中出现异常情况时,应找有关人员处理,以确保开机工作的顺利进行。温州胜钥环保设备有限公司为您提供分切机设备,期待能为您服务!海南PVC塑料分切机供应
分切机
分切机不断从单电机控制往双电机,三电机发展,在机器速度更快情况下更加稳定高效。分切机主要的特点是磁粉离合器作为一个阻力装置,通过系统控制,来输出一个直流电压,控制磁粉离合器产生的阻力。主要的优势是其为被动装置,可以控制较小的张力。缺点:是速度不能高,高速运行时易造成磁粉高速摩擦,产生高温,造成磁粉离合器发热进而缩短其寿命。用刀具把一定宽度的卷材进行纵向裁剖,切成数条较窄分卷所用的装置。将其装在压延机或挤塑机、涂胶机等单元装置后,可完成连续切条,常带有卷绕装置。切条刀可用平片刀和圆口刀黑龙江分切机温州胜钥环保设备有限公司分切机设备服务值得放心。

分切机刀片分切纸板尾部偏斜:1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。分切机刀片产生毛边:1、分切机刀片已钝、应打磨;2、分切机刀片与刀槽重合过浅;3、分切机刀片的刀槽内卷入纸边、纸毛,应彻底清理干净再开机;4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。分切机刀片压痕线容易破裂:1、原纸低劣;2、压线过深。分切机刀片压痕线条不直:1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;2、分切机刀片送纸偏斜;3、分切机刀片上下压线轮未调正。分切机刀片切口边缘不垂直:1、分切机刀片刀架角度不正;2、分切机刀片不在刀槽中心;3、分切机刀片刀刃磨偏。
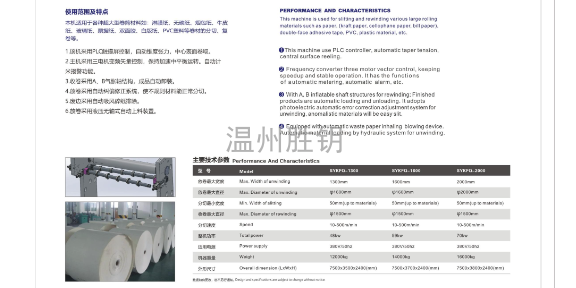
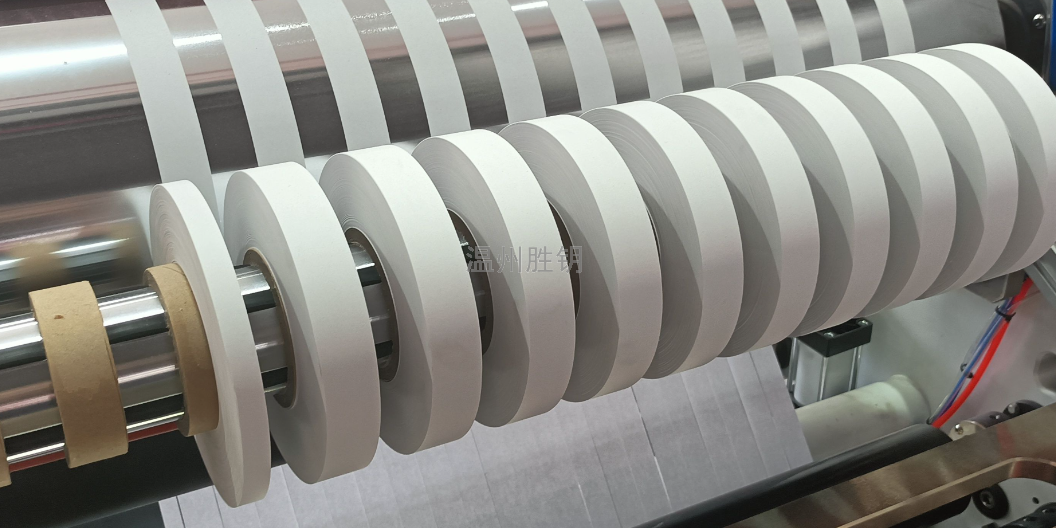
分切机是一种将宽幅纸张或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械及印刷包装机械。自动分切机功能参数全自动分切机分切速度400m/min机器采用双变频电机控制,一个为主电机,另一个电机控制两个收卷轴。分切克重30g-500g,主机采用变频调速,保持加速中平衡运转。2.3”和6”的无轴气压锥顶放卷,激光式纸芯定位技术,自动纠偏修正系统,全自动张力控制,分段张力控制。3.剃刀(平刀)分切和刀槽分切两种分切方式,分切刀自动离合(可备选圆刀分切)。4.同时配备主接触压辊和辅接触压辊,滑差气胀轴收卷3或6英寸,接料平台,方便收卷卸料,自动卸料装置。温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,期待您的光临!

分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。分切机,就选温州胜钥环保设备有限公司,让您满意,欢迎新老客户来电!海南无碳纸分切机供应
温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,欢迎您的来电哦!海南PVC塑料分切机供应
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。海南PVC塑料分切机供应
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 湖北自动分切机什么价格 2024-12-23
- 北京烟包纸分切机生产厂家 2024-12-22
- 西藏牛皮纸分切机定制价格 2024-12-22
- 黑龙江自动分切机规格 2024-12-22
- 湖北烟包纸分切机定制厂家 2024-12-21
- 广东白板纸分切机厂家 2024-12-21
- 湖南纱布分切机供应 2024-12-20
- 天津票据纸分切机厂家 2024-12-20
- 云南分切机厂商 2024-12-20
- 贵州铝箔铜箔分切机定制 2024-12-19




- 湖南烟包纸分切机哪家好 2024-12-16
- 北京铜版纸分切机定制 2024-12-16
- 西藏烟包纸分切机精切度高 2024-12-15
- 浙江泡棉分切机规格 2024-12-15
- 江西玻璃纸分切机 2024-12-15
- 湖南铝箔铜箔分切机价格 2024-12-13




- 西藏牛皮纸分切机定制价格 12-22
- 黑龙江自动分切机规格 12-22
- 湖北烟包纸分切机定制厂家 12-21
- 新疆高速横切机什么价格 12-21
- 广东白板纸分切机厂家 12-21
- 北京电脑控制横切机什么价格 12-21
- 广东特种纸横切机精切度高 12-20
- 湖南纱布分切机供应 12-20
- 天津票据纸分切机厂家 12-20
- 云南分切机厂商 12-20