该系统采用64位Win7为操作系统平台,用SIMATICTIAPortalV17(WinCCProfessionalV17)工业组态软件,具有直观的人机界面和100%的数据完整性。上位机通过与固溶炉控制系统相连的通讯网络实时采集各设备的温度、报警、工艺参数、设备运行状态等,将采集的数据进行显示及完整的记录在硬盘上。操作人员可在上位机上清楚地观察固溶炉工作周期中的各阶段以及的运行状况和故障发生的位置,并可在上位机上对固溶炉进行操作与控制。江苏新江南炉业科技有限公司铝合金固溶炉,就选江苏新江南炉业科技有限公司,让您满意,期待您的光临!浙江锻造加热炉设备

江苏新江南炉业科技有限公司位于江南水乡镇江丹阳,交通便利,占地面积20000平方米,主厂房面积达12000平方米。公司是一家集技术创新、生产制造于一体的,成立了镇江市新能源热工装备工程技术研究中心。公司主要设计生产各类热处理设备,包括电阻炉、燃气炉、蓄热式炉、移动罩式炉、井式炉、滚筒炉等,并可根据用户需求设计制造非标准的热处理设备和自动化热处理生产线。公司秉承“客户在我心中、技术在创新中、品质在服务中”的经营理念,产品满足用户需求,以诚实守信的原则欢迎客商光临指导和合作。公司以科技、人才、创新和服务为基础,取得了不凡的业绩,将继续努力在事业发展中取得更大的成就。。高温合金退火炉厂家江苏新江南炉业科技有限公司致力于提供铝合金固溶炉,欢迎新老客户来电!

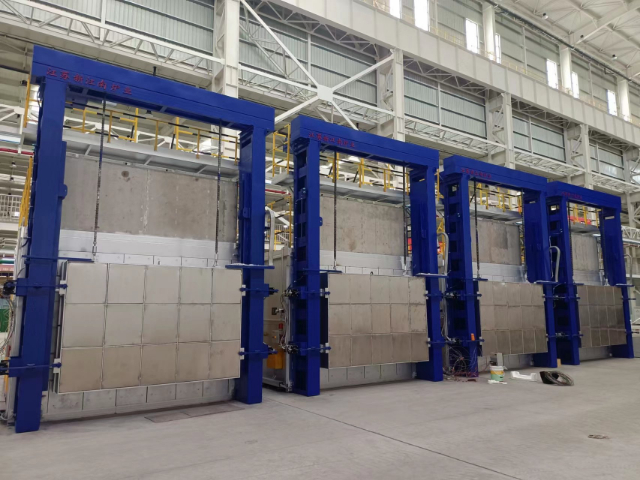
当炉门开启时,实现快开、接近限位位置时慢停,达到速度可调、且位置精确控制。炉门关闭到位后,每半个炉门的下层框架在推拉气缸的作用下还继续向前推动,此时上层炉门已不在继续前进,而通过下层框架上的斜块将炉门整体向上提升,从而将炉门进行压紧。炉门前安装的定位销不仅是为了保证两个半炉门能够定位准确,并使两个两半的炉门成为一个整体,更具有良好的刚性,可以保证炉门长期使用不变形。炉门与炉门框由密封条密封,以保证炉子的气密性。两个半炉门间的密封采用硅酸铝陶瓷编织带。另外采用液压系统驱动较气动系统驱动力大且稳定,可确保炉门的顺利开启、关闭、压紧。
炉温均匀性测试稳定性:在测试过程中***根测试偶和***一根测试偶到达设定温度±3℃以内时,2根偶的滞后时间间隔不超过20分钟;测试条件:空冷。系统精度SAT:≤±1.1℃,按AMS2750G进行;仪表类型:C类或C类以上;按AMS2750G和HB5425中定义的要求进行。比较大升温速度:空炉由室温升至550℃小于90分钟;固溶炉温回复时间(400~550℃):制品厚度>2.5㎜:回复时间≤60min(到温入炉)制品厚度≤2.5㎜:回复时间≤30min(到温入炉)淬火转移时间:≤5S、7S、10S、15S;要求分档控制,转移时间为:自炉门水平方向开始开启到料筐上沿即炉料***一角完全浸入淬火介质中为止。冷却速率**慢可达到:20℃/h,且设备可以根据实际工艺控制冷速,且缓慢冷速可调整。江苏新江南炉业科技有限公司为您提供铝合金固溶炉,欢迎您的来电!

淬火槽配备控温偶、控温仪表;控温仪表选用欧陆3504型号,精度必须满足AMS2750G要求;控温偶选用TC品牌的N偶,尺寸由厂家设计,但要符合AMS2750G精度≤±1.1℃或±0.4%要求;控温偶需附带校准证书,校准机构需要有CNAS资质,且证书符合AMS2750G要求。淬火剂的温度信号需连接数字记录仪,实时记录。淬火槽水温升温要求:淬火前水温≤32℃,满载淬火过程中水温不允许超过38℃,且淬火前后水温升高不允许超过14℃。淬火槽设计时,厂家应着重考虑,必须满足升温要求。铝合金固溶炉,就选江苏新江南炉业科技有限公司,让您满意,欢迎您的来电哦!安徽铝合金加热炉厂家
江苏新江南炉业科技有限公司为您提供铝合金固溶炉,期待您的光临!浙江锻造加热炉设备
低温偶信号需连接至记录仪,低温偶信号要符合实际加工要求。在控温偶到达设定温度时,低温偶应达到设定温度的炉温均匀性误差值范围内。记录偶和控制偶距离≤10mm,允许是2支单独偶,也允许是1支偶(起到2个功能);SAT测试偶距离控制和记录热电偶≤50mm,插入SAT偶后,其末端与控温偶末端距离不超过50mm;SAT测试偶采用N型,数量1支,品牌重庆大正或TC品牌。SAT测试偶应设计方便插入和拔出,且有限位功能,以确定每次插入深度均为同一位置。浙江锻造加热炉设备