- 品牌
- HUCK,WOTON
- 型号
- 航空铆钉
航空铆钉的制造工艺难点主要体现在材料性能控制、精密加工、表面处理、质量检测及成本控制等方面。材料性能控制强度与轻量化平衡航空铆钉需承受飞行中的复杂载荷,材料强度需达1100MPa以上(如钛合金TC4),同时需减轻重量。强度材料(如钛合金)的加工难度大,易产生裂纹或变形。耐腐蚀性要求需适应-60℃至200℃极端环境,表面处理(如镀镉、阳极氧化)需确保长期耐腐蚀性,但工艺控制不当可能导致镀层脱落或氢脆。精密加工尺寸精度控制铆钉直径公差需≤±0.01mm,长度公差≤±0.05mm,否则可能导致铆接松动或裂纹。电动铆枪的触发保护装置完善,避免误触发。振动筛用航空铆钉BOM-R16

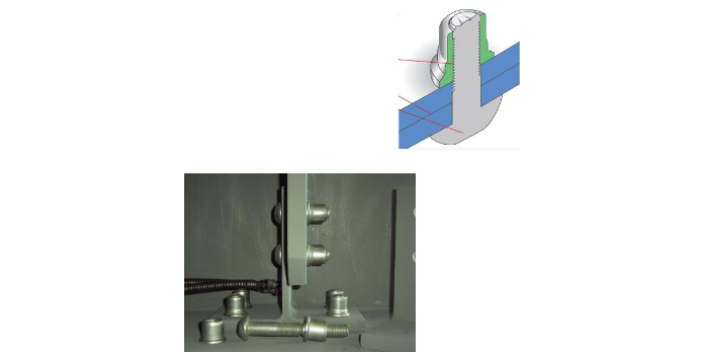
易于标准化生产:航空铆钉的标准化生产降低了成本,提高了生产效率。同时,标准化的铆钉也便于维修和更换。四、航空铆钉的安装工艺航空铆钉的安装工艺复杂且精细,通常包括以下几个步骤:定位:根据设计图纸和工艺要求,在部件上确定铆钉的位置。制孔:使用工具在部件上制出符合要求的铆钉孔。放入铆钉:将铆钉放入制好的孔中。铆接:使用铆枪或压铆机等工具对铆钉进行铆接,形成紧密的连接。整形:对铆接后的部件进行整形处理,确保表面平整美观。气动航空铆钉HPT35RH工程师用磁粉检测航空铆钉表面是否存在裂纹,方法高效。

航空铆钉的种类航空铆钉种类繁多,根据形状、材料、用途等不同,可以分为多种类型。以下是一些常见的航空铆钉类型:实心铆钉:由实心材料制成,分为凸头型和埋头型。凸头铆钉主要用于飞机内部,便于加工;埋头铆钉则用于飞机外表需要光滑的部分,以降低空气阻力。抽芯铆钉:一种单面铆接的铆钉,使用拉铆枪进行铆接。铆接时,铆钉钉芯被拉动,使铆钉底部膨胀形成墩头,固定结构。击芯铆钉:也是单面铆接的铆钉,使用时锤击铆钉头部露出的钉芯,使其与钉头端面平齐,底部打开向两边弯曲完成铆接。盲铆钉:在飞机临时修复过程中应用普遍,可以在无法从另一面接近的部件上进行铆接。
度销式铆钉则具有较高的承剪强度,适用于承受较大剪切力的部位。Hi-Locks紧固件则是一种具有足够强度能承受较大剪切和挤压载荷的紧固件,它可以从单面紧固,一般用于普通螺栓难以安装的地方和要求紧固扭矩值严格并且很少拆卸的场合。航空铆钉的安装过程需要严格遵守工艺规范。在安装前,需要根据设计要求选择合适的铆钉类型、规格和材质。安装时,需要使用的铆接工具和设备,如铆枪、压铆机、自动钻铆工作站等。安装过程中,需要控制铆钉的铆接力、铆接速度和铆接温度等参数,以确保铆接质量。这款航空铆钉的耐高温氧化性能优异,适合高温环境使用。

航空铆钉在航空领域具有明显的优势,这些优势主要体现在以下几个方面:连接强度高且稳定航空铆钉能够提供稳定的连接强度,这是其较突出的优势之一。在飞机制造过程中,各个结构件需要承受巨大的载荷和复杂的受力条件,因此连接件的强度至关重要。航空铆钉通过铆接工艺,将两个或多个结构件牢固地连接在一起,形成稳定的连接结构。这种连接方式具有强度、高可靠性和高耐久性的特点,能够确保飞机在飞行过程中的安全性。适应性强航空铆钉适用于各种形状和尺寸的材料,能够满足不同部位的连接需求。无论是连接铝合金板材、蒙皮还是构架等零部件,航空铆钉都能够提供可靠的连接方案。工厂里,自动化设备正以每分钟100个的速度安装航空铆钉。可追溯航空铆钉99-5102
电动铆枪的电池管理系统智能,避免过充过放。振动筛用航空铆钉BOM-R16
航空铆钉的制造工艺难点主要体现在材料性能控制、精密加工、表面处理、质量检测及成本控制等方面。材料性能控制度与轻量化平衡航空铆钉需承受飞行中的复杂载荷,材料强度需达1100MPa以上(如钛合金TC4),同时需减轻重量。度材料(如钛合金)的加工难度大,易产生裂纹或变形。耐腐蚀性要求需适应-60℃至200℃极端环境,表面处理(如镀镉、阳极氧化)需确保长期耐腐蚀性,但工艺控制不当可能导致镀层脱落或氢脆。精密加工尺寸精度控制铆钉直径公差需≤±0.01mm,长度公差≤±0.05mm,否则可能导致铆接松动或裂纹。振动筛用航空铆钉BOM-R16

易于检修:在飞机维护过程中,铆钉连接的部位易于检查和更换,降低了维护成本。安装与要求航空铆钉的安装需要遵循一定的工艺要求和技术规范。在安装过程中,需要注意以下几点:选择合适的铆钉:根据连接部位的材料、厚度和强度要求选择合适的铆钉类型和规格。预处理材料:对连接部位的材料进行预处理,如去除氧化层、油污等,以确保铆钉连接的牢固性。控制安装质量:在安装过程中要控制铆钉的排列方式、间距和边距等参数,以确保连接的质量和稳定性。进行质量检测:安装完成后要对连接部位进行质量检测,如检查铆钉的紧固程度、是否有裂纹或变形等缺陷。综上所述,航空铆钉在航空领域具有广泛的应用前景和重要的价值。随着航空技术的不断发展和进...
- 盐城航空铆钉MGLP-U 2026-02-03
- 山东航空铆钉254 2026-01-31
- 光伏支架用航空铆钉99-3201 2026-01-30
- 南京航空铆钉LMY-T 2026-01-29
- 上海航空铆钉BOM-R12 2026-01-28
- 南京航空铆钉99-5102 2026-01-27
- 美国哈克航空铆钉BOM-R16 2026-01-25
- 苏州航空铆钉99-100-245 2026-01-25
- 淮安航空铆钉HK3413 2026-01-24
- 江西航空铆钉LMTF-T 2026-01-23


- 无断槽航空铆钉2025 2026-01-11
- 美国哈克航空铆钉940-220 2026-01-08
- 短尾航空铆钉99-3201 2026-01-07
- 盐城航空铆钉BTT35-DT 2025-10-14
- 浙江航空铆钉MGLP-R 2025-10-14
- 航空铆钉MGLP-R 2025-10-12




- 重庆哈克枪HPT57RH 03-09
- 环槽铆钉哈克枪99-7884 03-08
- 江苏不锈钢虎克铆钉3LC-2R20G 03-08
- 美国哈克虎克铆钉BOM-R12 03-08
- 美国哈克哈克枪99-830-1 03-07
- 振动筛用单面铆钉99-7851 03-07
- 美国HUCK单面铆钉2581 03-07
- 四川液压哈克枪BTT35-DT 03-06
- 短尾哈克枪MGLP-U 03-06
- 广东无断槽哈克枪HUCK2620 03-06