
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
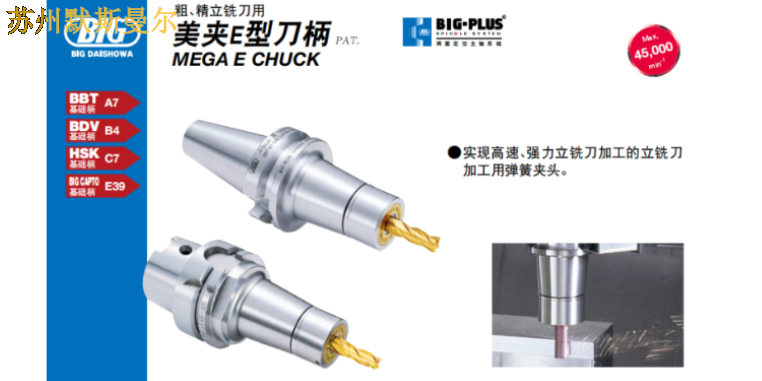
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
浅谈两面定位系统:我们常说的主轴两面定位系统,就是通过锥面和端面同时实现定位的主轴系统。作为一家专业生产刀具系统的厂家,我们大昭和有自己规格的BIG-PLUS两面定位系统。而除了大昭和的BIG-PLUS系统(BBT)以外,两面定位系统还有德国的HSK接口,山特的可乐满C接口以及美国的KM接口。BBT和HSK接口主要用于加工中心设备,可乐满C接口主要用于车铣复合设备,而KM接口在国内主要用在某些专机上多一些。
在客户那我们也会经常遇到这样的问题,客户想买加工中心,但针对加工零部件主轴接口是选用BBT设备,还是选用HSK设备有时也困扰着客户。 上海高质量的BIG大昭和的公司。湖北什么是BIG大昭和真假区分
BIG大昭和
解决策略:1、投影式测量:此方式要求测量误差小于刃具加工工序所允许的误差,顾名思义就是要选择精度极高的对刀仪;2、接触式测量:此方式往往更加常用、性价比也较高,也能够保证很高的测量精度,并且可靠,但对于测量器械也有一定要求。A、需要有有效的方式提示操作者刃具刃尖所处位置;B、采用触碰式测量,要给测量者留有一定的容错空间;C、采用触碰式测量,测量器要具有良好灵敏度,反应压力要小于破坏刃尖的压力值;D、要有良好的重复测量精度,避免反复测量出现误差,造成加工不稳定。四川好的BIG大昭和真假区分哪家公司的BIG大昭和的品质比较好?

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。三棱锥两面定位BIGCAPTO刀具BIGCAPTOTOOLING。采用ISO标准的三棱锥形两面定位刀具系统。三棱锥形的两面定位刀具系,SandvikCoromantAG公司在1989年开发的形状为三角形、1/20锥度的两面定位系统。大昭和精机于2000年获得授权生产。在车削加工中,由于三棱锥与主轴紧密贴合,可实现旋转方向上无间隙的理想系统。2008年11月成为ISO标准。刀尖高度的重复精度出类拔萃。没有间隙的三棱锥起到传动作用,实现了更高的重复精度。适合复合加工机的车削刀柄系列1.凭借丰富的刀片座、高效的模块化系统,提高了复合加工机的车削加工效率。丰富的旋削刀柄系列有弹簧夹头、铣刀柄、镗刀、攻丝刀柄、传感器、立铣刀、面铣刀柄……各种类型的旋转刀柄一应俱全。
一般来说,跳动精度差,自然会导致工具使用寿命降低。此倾向在小孔径加工中尤为明显。图1是使用Φ3mm的整硬合金钻头在夹持精度2μm和夹持精度10μm的情况下进行的测试结果。加工深度15mm(5D),切削速度95m/min,进给0.1mm/rev,以钻头后刀面的磨损幅度达到0.2mm时的加工孔数进行比较,其中跳动精度2μm平均为3300孔,跳动精度10μm平均为2300孔,约有43%的差距。
另外,使用切削动力计对各自在加工中受到的横向力进行测定,夹持精度2μm所受的力比夹持精度10μm的约小了16%。从以上结果来看,选择夹持精度高且稳定的刀柄是非常必要的。 苏州默斯曼尔机械科技有限公司为您提供BIG大昭和,有需求可以来电咨询!
平衡切削,即两刃轴向高度一致,径向也保持一致的加工方式,两刃同时切削,受相同的切削抵抗力。特点是切削进给快,效率高。但需要注意的一点是,如果两刃的轴向高度有0.1mm的差,每转进给0.2mm时,相当于两刃其中一刃并没有切到工件;此时的两刃并未达到平衡切削,很可能出现振刀现象。然而,不同厂家的制造刀片装夹位置的精度不同以及刀片座装夹的精度不同,甚至刀片自身的公差,装夹完成时,轴向高度一致的两刃实际还可能存在较大高度差。 以BIG大昭和的RW粗镗头为例,不仅径向可调,轴向刃高也可调成一致。哪家的BIG大昭和的价格低?天津什么是BIG大昭和厂商
BIG大昭和品牌数控刀具怎么样?湖北什么是BIG大昭和真假区分
锥柄,作为刀柄(刃具)与机床配合之基,其重要性犹如树根之于参天大树;地基之于摩天大楼!其重要性不言而喻,但我们对它了解多少,使用中对其关爱是否足够呢?首先,刀柄与主轴之间为什么要选择锥柄(锥度)配合?如BT/BBT(7:24)和HSK(1:10)等。锥度配合有什么特点呢?1、锥度配合自定心性好,保证刀柄与主轴的连接精度;2、轴向施加拉力可使刀柄锥柄与机床主轴实现过盈配合,保证连接刚性和稳定性;3、卸载拉力后可实现ATC自动换刀。以上三点满足了现代加工对刀具系统高精度、高刚性、高稳定性和实现自动化的基本要求,是机床和刀具之间选择锥柄连接的主要原因。湖北什么是BIG大昭和真假区分
与BIG大昭和相关的文章

福建本地BIG大昭和结构
- 山东进口BIG大昭和价格行情 2024-06-01
- 成都国内BIG大昭和价格 2024-06-01
- 安徽好的BIG大昭和多少钱 2024-06-01
- 天津BIG大昭和 2024-06-01
- 山东BIG大昭和 2024-06-01
- 重庆进口BIG大昭和代理商 2024-05-31
- 福建国内BIG大昭和价格 2024-05-31
- 高速BIG大昭和刀柄 2024-05-31
- BIG大昭和刀柄 2024-05-31
- 福建靠谱的BIG大昭和报价 2024-05-31
- 安徽进口BIG大昭和结构 2024-05-31
- 安徽国产BIG大昭和价格 2024-05-30
与BIG大昭和相关的产品


与BIG大昭和相关的新闻
-
天津靠谱的BIG大昭和厂商 2024-05-30 09:42:45锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥...
-
山东高速BIG大昭和技术 2024-05-29 10:30:14刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻...
-
山东国产BIG大昭和要多少钱 2024-05-29 00:36:24BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特性尤为突出,采用了先进的制造工艺和材料,确保了产品的耐用性和稳定性。无论是高精度的加工要求,还是恶劣...
-
广东日本BIG大昭和刀柄 2024-05-29 07:41:54段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-

山东BIG大昭和
2024-06-01 -

重庆进口BIG大昭和代理商
2024-05-31 -

福建国内BIG大昭和价格
2024-05-31 -
高速BIG大昭和刀柄
2024-05-31 -

BIG大昭和刀柄
2024-05-31 -

福建靠谱的BIG大昭和报价
2024-05-31 -
安徽进口BIG大昭和结构
2024-05-31 -

安徽国产BIG大昭和价格
2024-05-30 -

江苏进口BIG大昭和价格行情
2024-05-30