
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
在设备的选用上我们还会遇到这样的情况,BBT和BT如何选用?下面想介绍一下BBT与BT使用时的误区,希望能给大家带来帮助。其一是不是使用了BBT刀柄就能够实现两面定位了?BBT主轴设备是不是不太好采购?只有在BBT主轴的机床上使用BBT刀柄才能够实现两面定位。虽然BBT刀柄可以使用在BT主轴上但实现不了两面定位功能。另外,虽然在BBT主轴上也可以使用BT刀柄,但相当于放弃了两面定位功能。(等于放弃了加工效率的提升以及成本节约。)现在大昭和与全世界170多家机床厂家有技术协议,对于生产BBT主轴设备这些厂家没有什么技术问题和难点。另外,随着市场对BBT主轴设备需求的增多,一些机床厂家也在BBT设备标准化。(有的厂家是选购)所以大家可以放心的选购。上海哪家公司的BIG大昭和的口碑比较好?重庆国内BIG大昭和报价
BIG大昭和
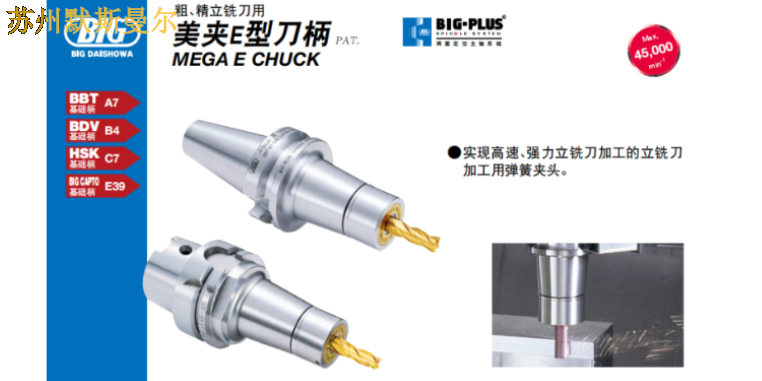
一般印象中,液压刀柄内部油腔设计有外径较大制约,导致平衡性不好。但是BIG液压刀柄克服此类问题,即便是HSK-E32此类小型刀柄上也可实现高速旋转。另外,BIG打破一直以来夹持径Φ4mm的制约,研发出夹持直径Φ3mm的液压刀柄。然而对于夹持径Φ3mm以下的情况,则需考虑弹簧刀柄。目前,BIG高精度弹簧刀柄的美夹系列,采用无风阻纯圆螺母,轻巧型设计也可实现高速加工。
机床主轴回转和Z轴按丝锥螺距同步进给的攻丝加工一般称为同步攻丝,然而实际加工中却存在同步误差。 安徽附近BIG大昭和厂家苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,竭诚为您。
如何才是真正的费用成本?刀柄品质性能的提升到底是让客户更“费钱”了呢?还是更“省钱”了呢?这里可以算一笔账:在机加工刀具的总消耗成本中,刀柄和刃具的比例大概是2:8甚至是1:9的关系。使用高精度的刀柄可以大幅改善刃具的寿命,从而大幅降低刃具的消耗成本。例如刃具寿命延长1倍,刀具的总消耗成本可以降低约40%,原先每年消耗200万刀具费用的话,现在可以节省80万。
如果工件本身的价值较高,再考虑刀柄性能提升对减少工件报废的影响,那么又是一个巨大的费用节省。
目前机加工行业中经常会用到强力铣刀柄,众所周知强力刀柄是夹持类刀柄中夹持力更大、刚性更好的刀柄,强力铣刀柄结构不同于弹簧刀柄,其特点是夹持力大,刚性好,有利于夹持大柄径的铣刀,但夹持精度普遍低于弹簧刀柄(也有4D跳动为5μ~10μ的高精度强力刀柄,例如BIG的HMC和MEGAD系列),比较适合大切削量的粗加工,以及夹持各种直杆刀柄,支持各种加工。市面上强力铣刀柄的厂家很多,每个厂家刀柄内部结构设计也各不相同,水平也参差不齐,各有各的特点,选择不好会有哪些影响呢?应该如何选择相对更好性价比更好的刀柄呢?要从哪些方面来考虑?带着这些问题我们来一一分解:BIG大昭和的美夹超力刀柄适用于一般市售的带平面圆杆刃具。

BIG大昭和成功案例展示:助力企业高效运营与成本优化在当今竞争激烈的市场环境中,企业如何脱颖而出,实现高效运营与成本优化是每位企业家关注的焦点。我们非常荣幸地为您呈现BIG大昭和在助力企业成功方面的经典案例。某制造企业在生产过程中遇到了严重的效率瓶颈,导致成本居高不下,市场竞争力下降。在寻求解决方案的过程中,他们选择了与BIG大昭和合作。通过深入了解客户需求,BIG大昭和行家团队为其量身定制了一套多方面的优化方案。首先,针对企业生产流程中的瓶颈环节,BIG大昭和凭借其丰富的行业经验和先进技术,对生产线进行了升级。新的生产线引入了自动化设备和智能管理系统,很大提高了生产效率和产品质量。同时,通过对原材料的严格筛选和供应链的优化,进一步降低了成本。其次,BIG大昭和还协助该企业开展了市场营销活动,提升了品牌和市场份额。通过准确的市场定位和传播策略,该企业成功吸引了更多潜在客户,实现了销售业绩的明显提升。经过与BIG大昭和的紧密合作,该制造企业不仅成功解决了生产效率问题,降低了成本,还在市场上取得了优异表现。这一成功案例充分展示了BIG大昭和在助力企业高效运营与成本优化方面的专业实力。苏州默斯曼尔机械科技有限公司是一家专业提供BIG大昭和的公司,欢迎新老客户来电!天津本地BIG大昭和刀片
什么地方需要使用BIG大昭和。重庆国内BIG大昭和报价
使用BBT主轴设备由于是两面贴紧,一旦刀柄端面有杂质不就把主轴端面垫伤了吗?实际使用过程中,理论上确实存在这种风险。但在使用过程中由于刀柄端面和主轴端面总是贴合在一起,定期的做好主轴端面与刀柄端面清扫,这种风险几乎可以忽略不计。再者,BBT主轴在换刀过程中主轴会吹气清洁,即使有切屑粘附在主轴端面或刀柄法兰端面也会被高压空气清洁掉。另外,不说KM和C接口,HSK也是机加工常用接口同样是两面定位系统,正常也存在这种风险,但我们很少听到客户反应出现垫伤情况。所以请大家不要担心,放心选用。以上就是关于两面定位系统的说明,如果有什么技术问题也欢迎随时与我们联系。可能您的一个意见,就会给我们带来一款新的产品。重庆国内BIG大昭和报价
与BIG大昭和相关的文章

福建本地BIG大昭和结构
- 山东进口BIG大昭和价格行情 2024-06-01
- 成都国内BIG大昭和价格 2024-06-01
- 安徽好的BIG大昭和多少钱 2024-06-01
- 天津BIG大昭和 2024-06-01
- 山东BIG大昭和 2024-06-01
- 重庆进口BIG大昭和代理商 2024-05-31
- 福建国内BIG大昭和价格 2024-05-31
- 高速BIG大昭和刀柄 2024-05-31
- BIG大昭和刀柄 2024-05-31
- 福建靠谱的BIG大昭和报价 2024-05-31
- 安徽进口BIG大昭和结构 2024-05-31
- 安徽国产BIG大昭和价格 2024-05-30
与BIG大昭和相关的产品
与BIG大昭和相关的新闻
-
天津靠谱的BIG大昭和厂商 2024-05-30 09:42:45锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥...
-
山东高速BIG大昭和技术 2024-05-29 10:30:14刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻...
-
山东国产BIG大昭和要多少钱 2024-05-29 00:36:24BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特性尤为突出,采用了先进的制造工艺和材料,确保了产品的耐用性和稳定性。无论是高精度的加工要求,还是恶劣...
-
广东日本BIG大昭和刀柄 2024-05-29 07:41:54段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-
安徽进口BIG大昭和结构
2024-05-31 -

安徽国产BIG大昭和价格
2024-05-30 -

江苏进口BIG大昭和价格行情
2024-05-30 -
江苏靠谱的BIG大昭和刀片
2024-05-30 -

天津高速BIG大昭和配件
2024-05-30 -

江苏好的BIG大昭和刀片
2024-05-30 -

天津靠谱的BIG大昭和厂商
2024-05-30 -

山东高速BIG大昭和技术
2024-05-29 -

山东国产BIG大昭和要多少钱
2024-05-29