
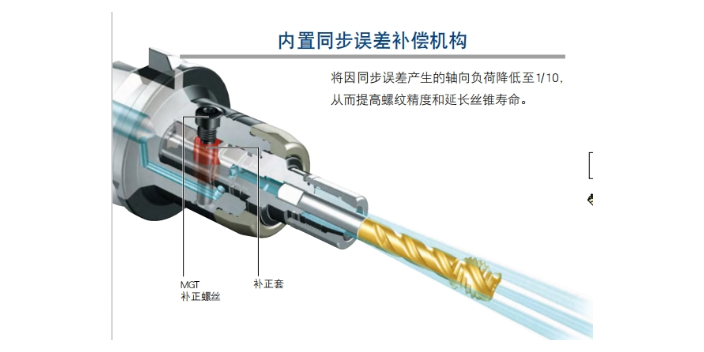
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
线速度也有相应的情况,线速度低的话虽然会减少振刀的发生,但会导致表面光洁度不佳,加工时间长,容易产生积削瘤等问题;线速度高的话虽然可以改善光洁度,缩短加工时间,但是也会导致容易振刀,刀片寿命低等问题。线速度跟刀杆有很大的关系,比如长径比大于5的钢制刀杆,要想保证理想的线速度,需要换成硬质合金杆或者合适的防振镗刀。
以下是精镗过程中可能会遇到的问题及解决方向:
振刀可能原因:转速过大;刀杆长径比过大;刀片选择不合理;切深不对应对方案:降低转速;选用硬质合金刀杆或者防振刀杆/防振镗头;换小圆角刀片;重新检查切削余量
BIG大昭和角度头产品系列丰富,将多面加工系列化的高刚性角度头。江苏高速BIG大昭和结构
BIG大昭和
传统的加工方法基本有两种:1.通过机床的插补程序走刀来实现圆弧倒角面2.用人工的方法来刃磨或者手工倒角以上两种方法虽可以实现圆弧倒角,但是加工效率很低,尺寸稳定性很差。对于工人来讲非常惆怅,对于效率就是生命的企业来讲也是非常恼火的。那么有没有更好的圆弧倒角工具呢?就是它!R倒角刀采用机夹式刀片,每个刀片有个刃,刀具成本低刀片采用大前角设计,切削抵抗力小,锋利无比多刀片设计,可以实现快速大进给,效率高可以正反两面倒角,减少停机等待时间山东国内BIG大昭和真假区分大昭和BIG微调精镗刀 日本Big刀柄镗刀 严格选材多种规格。

BIG大昭和——优越性能,满足您的需求在工业领域,精密与稳定是永恒的追求。BIG大昭和,以其前面的技术和优越的品质,成为众多工程师的心目中理想品牌。其产品规格齐全,无论是小型CNC还是大型龙门设备,都能找到合适的应用型号。性能上,BIG大昭和的产品表现出色。高精度的制造工艺确保了每一个部件的准确配合,很大提升了设备的整体性能。同时,其出色的耐用性和稳定性,减少了维修和更换的频率,为客户节省了宝贵的成本和时间。用途很广是BIG大昭和的另一大特点。无论是汽车制造、电子设备还是航空航天等领域,BIG大昭和都能提供针对性的解决方案。其产品不仅能满足日常生产的需求,还能在极端环境下发挥出色的性能。客户至上,始终是BIG大昭和的服务理念。通过深入了解客户的需求,提供定制化的产品和服务,BIG大昭和确保每一位客户都能得到满意的体验。选择BIG大昭和,就是选择了品质与信赖的保障。在工业,BIG大昭和将继续秉承创新精神,以更优良的产品和服务,满足不断变化的市场需求,助力客户实现更大的成功。
我们不高谈阔论,只从实用角度浅析一下工具的选择和切削参数等对粗糙度的影响。从刀具切削的几何模型来看,粗糙度理论上可以用下面的公式来表示:f-铣刀每刃进给、镗刀和车刀每转进给r-铣刀半径、镗刀和车刀刀尖半径从上面的公式可以看出,要降低粗糙度理论上可以通过减小进给和增大铣刀或刀尖圆角半径来实现。其实,画图也能看出这样的趋势,且更是一目了然。以上是我们通常的认识,但也不能一概而论。比如,在深孔镗削的时候,避免“振颤”是保证加工质量的先决条件,此种情况下我们倾向于适当增大进给(切削抗力以轴向为主)和选择刀尖圆角小的刀片(切削抗力小)以降低“振颤”发生的可能。苏州默斯曼尔机械科技有限公司BIG大昭和获得众多用户的认可。
精度:在行业中都知道机床的精度很重要,会影响所加工产品的精度质量,往往忽略刀柄的精度,机床精度好固然重要,但要通过链接刀柄传递到刃具进行加工,刀柄精度差就无法发挥机床精度,就会直接影响产品的质量和缩短刃具的寿命,间接性的增加刃具成本,长时间的使用甚至会影响到机床的精度。防水性:在加工过程中大多都会使用冷却液进行冷却,冷却液中常会混入油污、灰尘等杂质,如果不防水或防水性能不好,就会渗入内部,使刀柄内部润滑油产生变质或流失,会直接影响到刀柄本身的精度、刚性及夹持力,使寿命急速下降,导致刀柄短时间内报废,增加使用成本。因此只有选择防水性能好的才能保证精度、刚性、夹持力长时间的稳定保持。以上几点特征综合起来可满足夹持力、收缩量、精度、刚性、耐久性等条件的要求,实现从重切削到精加工的多功能切削工具,从而即实现了高精度、高刚性的加工,提升生产效率及产品质量,同时也解决了成本损失的问题,所以机加中的高技能人才不光要会用刀选刀也非常正要,与所谓“磨刀不费砍柴功”同等道理。BIG大昭和的BIG - PLUS技术可以高速旋转时Z方向尺寸稳定。山东国内BIG大昭和报价
BIG大昭和使用过长刀具引起的振动,可通过减轻弯曲方向的力量解决。江苏高速BIG大昭和结构
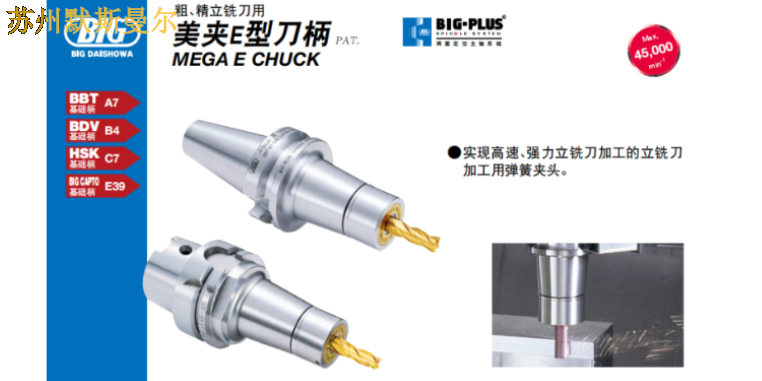
比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用这种美夹(MEGA)高精度弹簧刀柄。一般人认为普通的弹簧刀柄(例如ER刀柄)夹持精度低(4d处跳动0.01mm~0.02mm),所以在高精度的场合是不采用弹簧刀柄的。但这种美夹(MEGA)高精度弹簧刀柄在4d处跳动是达到0.003mm以内。困扰很多客户的刀柄干涉问题也可以一并解决。江苏高速BIG大昭和结构
与BIG大昭和相关的文章

福建本地BIG大昭和结构
- 山东进口BIG大昭和价格行情 2024-06-01
- 成都国内BIG大昭和价格 2024-06-01
- 安徽好的BIG大昭和多少钱 2024-06-01
- 天津BIG大昭和 2024-06-01
- 山东BIG大昭和 2024-06-01
- 重庆进口BIG大昭和代理商 2024-05-31
- 福建国内BIG大昭和价格 2024-05-31
- 高速BIG大昭和刀柄 2024-05-31
- BIG大昭和刀柄 2024-05-31
- 福建靠谱的BIG大昭和报价 2024-05-31
- 安徽进口BIG大昭和结构 2024-05-31
- 安徽国产BIG大昭和价格 2024-05-30
与BIG大昭和相关的产品


与BIG大昭和相关的新闻
-
天津靠谱的BIG大昭和厂商 2024-05-30 09:42:45锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥...
-
山东高速BIG大昭和技术 2024-05-29 10:30:14刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻...
-
山东国产BIG大昭和要多少钱 2024-05-29 00:36:24BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特性尤为突出,采用了先进的制造工艺和材料,确保了产品的耐用性和稳定性。无论是高精度的加工要求,还是恶劣...
-
广东日本BIG大昭和刀柄 2024-05-29 07:41:54段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-

山东BIG大昭和
2024-06-01 -

重庆进口BIG大昭和代理商
2024-05-31 -
福建国内BIG大昭和价格
2024-05-31 -

高速BIG大昭和刀柄
2024-05-31 -

BIG大昭和刀柄
2024-05-31 -

福建靠谱的BIG大昭和报价
2024-05-31 -
安徽进口BIG大昭和结构
2024-05-31 -

安徽国产BIG大昭和价格
2024-05-30 -

江苏进口BIG大昭和价格行情
2024-05-30