
精度:在行业中都知道机床的精度很重要,会影响所加工产品的精度质量,往往忽略刀柄的精度,机床精度好固然重要,但要通过链接刀柄传递到刃具进行加工,刀柄精度差就无法发挥机床精度,就会直接影响产品的质量和缩短刃具的寿命,间接性的增加刃具成本,长时间的使用甚至会影响到机床的精度。防水性:在加工过程中大多都会使...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
如果您身边有在使用HSK主轴系统,身边的刀柄有类似这种型号:HSK-A100、HSK-E50、HSK-F63……我的这篇文章您一定对您有帮助。不用说能提高冷却液压力,也不用说能延长刀柄寿命,更不用说能提高刀柄精度,单说对于机床主轴寿命的延长就能节约大量成本!这是怎样做到的呢?先来简单的了解下HSK主轴系统是如何锁紧刀柄的吧!将收缩的卡爪伸入刀柄内锥孔,撑开卡爪后卡住刀柄,向右拉紧完成刀柄安装。那么,这时候就有细节问题了,也是牵一发而动全身的至关重要的细节。锥孔内壁是否干净,是否在此时主轴卡爪撑开夹紧刀柄时,卡爪与锥孔内壁之前存在卡住切屑的可能(因为这种滴水石串的情况,让不少客户主轴损坏了,需要维修主轴)。BIG大昭和的对刀器刀尖位置测定器。无需试切即可设定车刀的刀尖位置。上海日本BIG大昭和刀片
BIG大昭和
线速度也有相应的情况,线速度低的话虽然会减少振刀的发生,但会导致表面光洁度不佳,加工时间长,容易产生积削瘤等问题;线速度高的话虽然可以改善光洁度,缩短加工时间,但是也会导致容易振刀,刀片寿命低等问题。线速度跟刀杆有很大的关系,比如长径比大于5的钢制刀杆,要想保证理想的线速度,需要换成硬质合金杆或者合适的防振镗刀。
以下是精镗过程中可能会遇到的问题及解决方向:
振刀可能原因:转速过大;刀杆长径比过大;刀片选择不合理;切深不对应对方案:降低转速;选用硬质合金刀杆或者防振刀杆/防振镗头;换小圆角刀片;重新检查切削余量
上海日本BIG大昭和刀片BIG大昭和的价格哪家比较优惠?
上学时老师告诉过我们,阅读理解不论是中文还是英文,“但是”与“but”后面都是重点,前面的内容可以不看。这里我也来废话一句:”30°、45°、60°的倒角加工都是目前机械加工中极为常见的倒角角度,我们刀具室、工具柜里必须常备这种角度的倒角工具,但是是否接触过一些奇葩角度倒角要求呢?比如:8°、23°、47°、69°……是不是看到这种奇葩的倒角角度呈现在我们图纸上,你也会往往会倒吸一口凉气看一眼图纸设计者的姓名”。针对非30°、45°、60°的倒角加工,我们统称其为特殊角度的倒角加工。
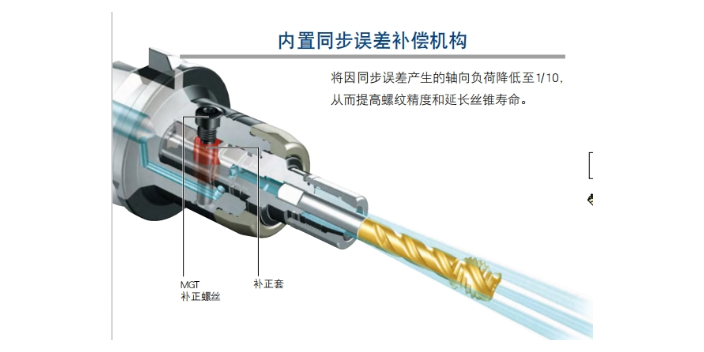
客户如何正确选择刀柄的方式方法,选择合适的刀柄不但能解决加工瓶颈,而且有事半功倍的效果,给客户带来难以估计的效率提高和成本节约。接下来我们继续来讨论合理选择刀柄的话题…再例如,在加工中会经常遇到攻丝加工,现在的机床一般都有同步攻丝功能(即主轴旋转、进给、和丝锥螺距保证严格的同步匹配:F=n×P),因此很多用户就直接用弹簧刀柄把丝锥纯刚性夹持住,直接进行攻丝加工。可是,在实际的加工过程中,经常会出现各种异常,比如丝锥异常折断、丝锥寿命低、螺纹表面质量不好等等现象(细小丝锥的情况下更甚),令很多用户一筹莫展。BIG大昭和的适用范围有哪些?

深入研究之后发现,究其原因,其实是丝锥在攻丝到底反转退出的时候,由于机床主轴需要经过减速、停转、然后再反转加速的复杂过程,从而造成出现了F、n、P之间的不同步误差。使用图中这样的美夹同步攻丝刀柄就能解决这个问题,主要是在刀柄中间添加了一种特殊的轴向缓冲机构,消除同步误差。可以提高螺纹精度,大幅延长丝锥寿命。
另外,还有很多客户也问到这样一个问题:“现场的机床就是一般普通的机床,还有些机床精度也不好。那么还有必要在刀柄上做过多的关注和对比吗?”对于这个问题的回答是:这时候更需要关注合适的刀柄来弥补机床的不足,使机床“如虎添翼”,甚至是“重获新生”。 哪家的BIG大昭和的价格优惠?江苏日本BIG大昭和真假区分
BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选,欢迎新老客户来电!上海日本BIG大昭和刀片
在设备的选用上我们还会遇到这样的情况,BBT和BT如何选用?下面想介绍一下BBT与BT使用时的误区,希望能给大家带来帮助。其一是不是使用了BBT刀柄就能够实现两面定位了?BBT主轴设备是不是不太好采购?只有在BBT主轴的机床上使用BBT刀柄才能够实现两面定位。虽然BBT刀柄可以使用在BT主轴上但实现不了两面定位功能。另外,虽然在BBT主轴上也可以使用BT刀柄,但相当于放弃了两面定位功能。(等于放弃了加工效率的提升以及成本节约。)现在大昭和与全世界170多家机床厂家有技术协议,对于生产BBT主轴设备这些厂家没有什么技术问题和难点。另外,随着市场对BBT主轴设备需求的增多,一些机床厂家也在BBT设备标准化。(有的厂家是选购)所以大家可以放心的选购。上海日本BIG大昭和刀片
与BIG大昭和相关的文章

浙江本地BIG大昭和代理商
- 天津高速BIG大昭和刀头 2024-05-13
- 成都日本BIG大昭和技术 2024-05-13
- 福建好的BIG大昭和技术 2024-05-13
- 重庆好的BIG大昭和要多少钱 2024-05-13
- 福建高速BIG大昭和要多少钱 2024-05-12
- 天津本地BIG大昭和价格行情 2024-05-12
- 浙江进口BIG大昭和刀柄 2024-05-12
- 重庆国产BIG大昭和要多少钱 2024-05-12
- 湖北日本BIG大昭和刀柄 2024-05-10
- 江苏高速BIG大昭和配件 2024-05-10
- 江苏国产BIG大昭和代理商 2024-05-10
- 本地BIG大昭和型号 2024-05-09
与BIG大昭和相关的产品



与BIG大昭和相关的新闻
-
天津进口BIG大昭和厂商 2024-05-03 02:21:53深入研究之后发现,究其原因,其实是丝锥在攻丝到底反转退出的时候,由于机床主轴需要经过减速、停转、然后再反转加速的复杂过程,从而造成出现了F、n、P之间的不同步误差。使用图中这样的美夹同步攻丝刀柄就能解决这个问题,主要是在刀柄中间添加了一种特殊的轴向缓冲机构,消除同步误差。可以提高螺纹精度,大幅延...
-
重庆靠谱的BIG大昭和要多少钱 2024-05-03 04:17:58精度:在行业中都知道机床的精度很重要,会影响所加工产品的精度质量,往往忽略刀柄的精度,机床精度好固然重要,但要通过链接刀柄传递到刃具进行加工,刀柄精度差就无法发挥机床精度,就会直接影响产品的质量和缩短刃具的寿命,间接性的增加刃具成本,长时间的使用甚至会影响到机床的精度。防水性:在加工过程中大多都会使...
-
浙江国内BIG大昭和刀片 2024-05-02 09:44:08客户如何正确选择刀柄的方式方法,选择合适的刀柄不但能解决加工瓶颈,而且有事半功倍的效果,给客户带来难以估计的效率提高和成本节约。接下来我们继续来讨论合理选择刀柄的话题…再例如,在加工中会经常遇到攻丝加工,现在的机床一般都有同步攻丝功能(即主轴旋转、进给、和丝锥螺距保证严格的同步匹配:F=n×P),因...
-
山东高速BIG大昭和刀头 2024-05-02 03:23:59高速加工用刀柄美夹刀柄系列:高动平衡性1.从设计到制造的所有环节,追求动平衡性。实现各系列要求的高转速。高动平衡型设计+彻底的全周研磨+通过高精度动平衡测量仪检测平衡。采用新设计的美夹螺母(PAT.)抑制振动于1996年开发出突破常规的无扳手槽螺母。使螺母的平衡性提高、强度增加。同时,减少高速旋转时...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-
浙江进口BIG大昭和刀柄
2024-05-12 -

重庆国产BIG大昭和要多少钱
2024-05-12 -

天津大昭和刀柄参考价
2024-05-11 -

液压大昭和刀柄配件
2024-05-11 -

安徽可调大昭和刀柄厂商
2024-05-11 -

江苏弹性大昭和刀柄价格行情
2024-05-11 -

四川弹性大昭和刀柄价格
2024-05-11 -
浙江可调大昭和刀柄资料
2024-05-11 -

湖北日本BIG大昭和刀柄
2024-05-10