
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
【案例】BIG大昭和的极小径(φ0.05)可用的刃尖位置测量器(BM-50M)可以很好的解决极小径刃具使用接触式对刀且不损伤刃尖的难题。
刃具接触到本体上施加约0.3N这种很小的压力就能触发提示灯闪亮,提醒操作者刃尖已经触碰测量器。同时由于特殊的内部精密结构设计,可满足0.002mm的重复测量精度,并且可用于测量各种材料工件的,不再局限于加工金属零件测量。
进而顺利通过接触测量法解决在日常加工过程中突然出现的φ1以下的小径刃具和极小刃具的对刀难题。 BIG大昭和有哪些注意事项?浙江国产BIG大昭和刀片
BIG大昭和
因此,高精度刀柄不但不会增加产品的制造成本,反而能大幅降低企业的刃具消耗成本,提高产品精度和表面质量,更重要的是可以提升产品的工业附加值和企业的主要技术竞争力,收获更高的利润和企业形象。近年来随着机械加工行业的发展,对刀柄的要求越来越高,刀柄选择的问题也越来越突出。首先我们来看一些常用的刀柄种类及其几大特点:1.弹簧刀柄---通用性高2.强力刀柄---夹持力大3.液压刀柄---精度高4.热涨刀柄---防干涉性强这些刀柄,你的使用都正确吗?浙江进口BIG大昭和真假区分BIG大昭和的刀柄高精度强力铣刀柄作为可夹持多种直柄工具的基础刀柄。

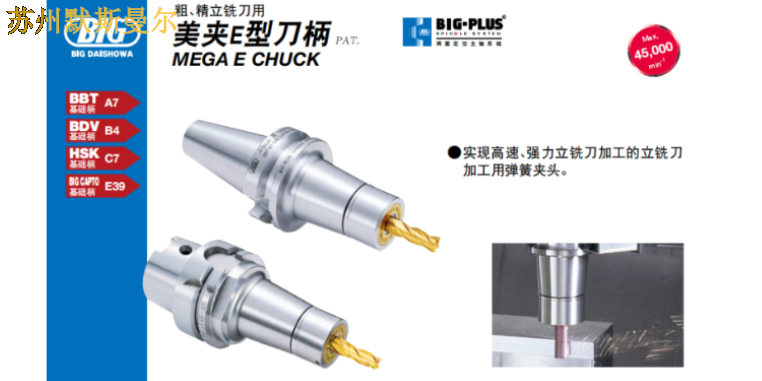
比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用这种美夹(MEGA)高精度弹簧刀柄。一般人认为普通的弹簧刀柄(例如ER刀柄)夹持精度低(4d处跳动0.01mm~0.02mm),所以在高精度的场合是不采用弹簧刀柄的。但这种美夹(MEGA)高精度弹簧刀柄在4d处跳动是达到0.003mm以内。困扰很多客户的刀柄干涉问题也可以一并解决。
上学时老师告诉过我们,阅读理解不论是中文还是英文,“但是”与“but”后面都是重点,前面的内容可以不看。这里我也来废话一句:”30°、45°、60°的倒角加工都是目前机械加工中极为常见的倒角角度,我们刀具室、工具柜里必须常备这种角度的倒角工具,但是是否接触过一些奇葩角度倒角要求呢?比如:8°、23°、47°、69°……是不是看到这种奇葩的倒角角度呈现在我们图纸上,你也会往往会倒吸一口凉气看一眼图纸设计者的姓名”。针对非30°、45°、60°的倒角加工,我们统称其为特殊角度的倒角加工。好的BIG大昭和公司的标准是什么。

精镗孔的常见问题解析应对:前段时间,受客户之约去客户现场调试镗刀,一番操作之后,客户的眼神由狐疑慢慢变成了惊叹,惊叹于BIG镗刀的超高调节精度和稳定性,调节多少尺寸,加工出来就是多少尺寸,而且没发现反向间隙,完全可以信赖镗头本身的调节刻度。一直以来困扰他们的孔径精度问题解决了。
选择合适的刀具对加工效果和效率至关重要,即便如此,在日常加工的时候也经常会遇到诸如光洁度差、振刀、喇叭孔等问题,面对这些问题时,莫急,冷静考虑,除了镗头本身以外,让我们也来对刀片和刀杆认识一番。 BIG大昭和的新倍比高精度弹簧夹头适用于钻头、立铣刀、铰刀、丝锥加工等各种加工。安徽什么是BIG大昭和资料
BIG大昭和应用于什么样的场合?浙江国产BIG大昭和刀片
笔者所接触的一个客户,目前大量使用普通ER刀柄,价格便宜,使用1年内精度就会下降,2年后就达到报废状态。大约每2年就会全部更换一次刀柄,这样看起来虽然每次购买刀柄的费用不高,但实际上总体刀柄费用是相当高的。这还不算由于刀柄报废而造成生产效率低下所带来的潜在费用。“价格压力”也会引来另外的一个弊端,那就是贴牌品、仿冒品和仿制品的泛滥,为叙述方便,统称之为“非正牌产品”。非正牌产品的出现给客户造成一种“超级物美价廉”的错觉,以极低的价格购买到了“上乘”的产品。特别是现在网络上有很多不明的货源的非正牌产品,给客户造成了难以估量的损失,更有甚者,造成重大安全事故,令人追悔莫及。浙江国产BIG大昭和刀片
与BIG大昭和相关的文章

福建本地BIG大昭和结构
- 山东进口BIG大昭和价格行情 2024-06-01
- 成都国内BIG大昭和价格 2024-06-01
- 安徽好的BIG大昭和多少钱 2024-06-01
- 天津BIG大昭和 2024-06-01
- 山东BIG大昭和 2024-06-01
- 重庆进口BIG大昭和代理商 2024-05-31
- 福建国内BIG大昭和价格 2024-05-31
- 高速BIG大昭和刀柄 2024-05-31
- BIG大昭和刀柄 2024-05-31
- 福建靠谱的BIG大昭和报价 2024-05-31
- 安徽进口BIG大昭和结构 2024-05-31
- 安徽国产BIG大昭和价格 2024-05-30
与BIG大昭和相关的产品
与BIG大昭和相关的新闻
-
天津靠谱的BIG大昭和厂商 2024-05-30 09:42:45锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥...
-
山东高速BIG大昭和技术 2024-05-29 10:30:14刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻...
-
山东国产BIG大昭和要多少钱 2024-05-29 00:36:24BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特性尤为突出,采用了先进的制造工艺和材料,确保了产品的耐用性和稳定性。无论是高精度的加工要求,还是恶劣...
-
广东日本BIG大昭和刀柄 2024-05-29 07:41:54段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-
安徽进口BIG大昭和结构
2024-05-31 -

安徽国产BIG大昭和价格
2024-05-30 -

江苏进口BIG大昭和价格行情
2024-05-30 -
江苏靠谱的BIG大昭和刀片
2024-05-30 -

天津高速BIG大昭和配件
2024-05-30 -

江苏好的BIG大昭和刀片
2024-05-30 -

天津靠谱的BIG大昭和厂商
2024-05-30 -

山东高速BIG大昭和技术
2024-05-29 -
山东国产BIG大昭和要多少钱
2024-05-29