
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
“对刀”这套手艺乃机械加工中进行刃尖位置确认这道工序的俗称。从事该行业,可谓人人皆要会,谁也离不开他。大直径刃具的对刀还算好解决,但小径刃具的刃尖位置的确认可着实折磨着从事该加工行业的手艺人。φ10的刃具对刀相对比较容易,缩小到φ5就困难了,如果达到φ2就更加困难,但如果突然来一根φ1以下的刃具,我们怎么办?
伴随市场需要,小零件的加工越来越多的依靠机加工。与此同时,加工这样的小零件所对应的小径刃具、极小径刃具也愈加频繁的出现在转速几万转的高速加工中心上。φ0.5的钻头、φ0.7的铣刀又有甚者会拿来φ0.1的钻头来打孔等等,这样的刃具确认刃尖位置必然是困难的课题。 BIG大昭和的美夹微型刀柄适合空间小的小型车床。湖北好的BIG大昭和价格行情
BIG大昭和
大昭和有解决此类产品的标准刀具,新款产品更在过去原有的加工刀具基础上又将产品小型化(干涉直径D20),以应对更高的干涉要求,以下就为解决特殊角度加工的倒角工具。倒角工具,在刀片座位置增加了可旋转角度的功能部件,通过松、旋转、紧三个动作,依据刀片座一周的刻度即可以完成5°--85°的刀片角度调节,并且通过可进行连续调节的特性配合对刀仪进而可以完成针对53°28’的更为精密的调节。大可对应单件、小批量产品中特殊角度的倒角加工。重庆进口BIG大昭和代理商BIG大昭和,就选苏州默斯曼尔机械科技有限公司,有需求可以来电咨询!
我们来了解下HSK系统中,常见的切屑进入到刀柄内锥孔的途径:1、切削液过滤不充分,残留于内锥孔中;(常出现于具有中心出水的机床主轴中)2、高速转动的主轴,由于离心力原因,刀柄将加工过程中产生的细小铁屑倒吸入主轴内部;(常出现于无中心出水的机床主轴中)3、人工安装刀柄时,将杂质掉入刀柄内锥孔(该错误不做讨论)。解决方案:1、针对切削液过滤不充分,残留于内锥孔内。造成的切屑进入刀柄内锥孔的路径,可以通过在刀柄上加装内冷管,将刀柄中心孔与机床内冷嘴联通,使锥柄内孔与冷却液完全隔离开,让切削液无法与刀柄锥孔内壁亲密接触。2、针对高速转动的主轴,将加工过程中产生的细小铁屑倒吸入主轴内部后进入到刀柄内锥孔的路径,也可以通过在刀柄上加装内冷管,或者干脆不使用中心内冷的刀柄就将内冷孔堵掉。劝君:切勿因为吝惜安装内冷管的支出费用,造成HSK刀柄内锥孔残留切屑。刀柄本身磨损事小,机床主轴损伤事大。
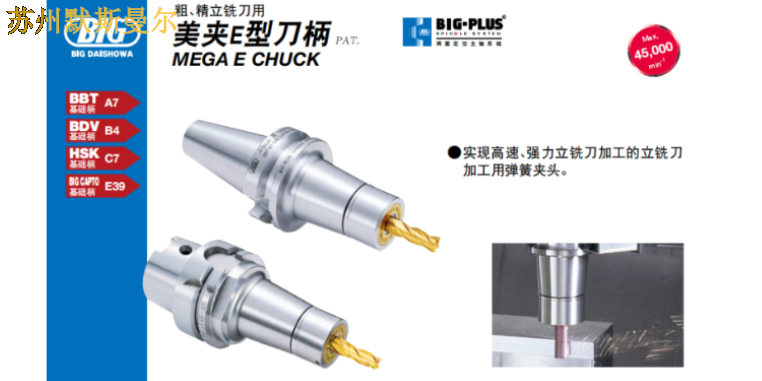
硬质合金钻头・铰刀・精加工立铣刀用BIG美夹新倍比高精度弹簧夹头兼具高精度和通用性,实现高速加工。⨋新增最大夹持直径φ。追求1μm以下的高精度夹套根据用途对应的内冷方法产品系列十分丰富从设计到选材、加工,以及热处理,高精度夹套凝聚了BIG长年的技术和经验,所有产品都经过2次严格检查,值得信赖。带油封功能的内冷螺母。拆掉内部的PS密封圈后可以使用端面给油。通过丰富的产品体系,一定能选出适合的数控刀具。产品种类较少时增加了无用的伸出长度,降低了加工能率!!BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。如何正确使用BIG大昭和的。

一般印象中,液压刀柄内部油腔设计有外径较大制约,导致平衡性不好。但是BIG液压刀柄克服此类问题,即便是HSK-E32此类小型刀柄上也可实现高速旋转。另外,BIG打破一直以来夹持径Φ4mm的制约,研发出夹持直径Φ3mm的液压刀柄。然而对于夹持径Φ3mm以下的情况,则需考虑弹簧刀柄。目前,BIG高精度弹簧刀柄的美夹系列,采用无风阻纯圆螺母,轻巧型设计也可实现高速加工。
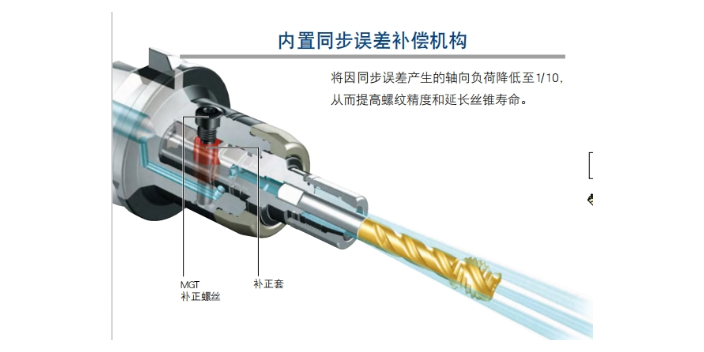
机床主轴回转和Z轴按丝锥螺距同步进给的攻丝加工一般称为同步攻丝,然而实际加工中却存在同步误差。 苏州默斯曼尔机械科技有限公司为您提供BIG大昭和,有需求可以来电咨询!上海靠谱的BIG大昭和报价
苏州默斯曼尔机械科技有限公司BIG大昭和值得用户放心。湖北好的BIG大昭和价格行情
【案例】BIG大昭和的极小径(φ0.05)可用的刃尖位置测量器(BM-50M)可以很好的解决极小径刃具使用接触式对刀且不损伤刃尖的难题。
刃具接触到本体上施加约0.3N这种很小的压力就能触发提示灯闪亮,提醒操作者刃尖已经触碰测量器。同时由于特殊的内部精密结构设计,可满足0.002mm的重复测量精度,并且可用于测量各种材料工件的,不再局限于加工金属零件测量。
进而顺利通过接触测量法解决在日常加工过程中突然出现的φ1以下的小径刃具和极小刃具的对刀难题。 湖北好的BIG大昭和价格行情
与BIG大昭和相关的文章

福建本地BIG大昭和结构
- 山东进口BIG大昭和价格行情 2024-06-01
- 成都国内BIG大昭和价格 2024-06-01
- 安徽好的BIG大昭和多少钱 2024-06-01
- 天津BIG大昭和 2024-06-01
- 山东BIG大昭和 2024-06-01
- 重庆进口BIG大昭和代理商 2024-05-31
- 福建国内BIG大昭和价格 2024-05-31
- 高速BIG大昭和刀柄 2024-05-31
- BIG大昭和刀柄 2024-05-31
- 福建靠谱的BIG大昭和报价 2024-05-31
- 安徽进口BIG大昭和结构 2024-05-31
- 安徽国产BIG大昭和价格 2024-05-30
与BIG大昭和相关的产品


与BIG大昭和相关的新闻
-
天津靠谱的BIG大昭和厂商 2024-05-30 09:42:45锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥...
-
山东高速BIG大昭和技术 2024-05-29 10:30:14刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻...
-
山东国产BIG大昭和要多少钱 2024-05-29 00:36:24BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特性尤为突出,采用了先进的制造工艺和材料,确保了产品的耐用性和稳定性。无论是高精度的加工要求,还是恶劣...
-
广东日本BIG大昭和刀柄 2024-05-29 07:41:54段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-

山东BIG大昭和
2024-06-01 -
重庆进口BIG大昭和代理商
2024-05-31 -

福建国内BIG大昭和价格
2024-05-31 -

高速BIG大昭和刀柄
2024-05-31 -

BIG大昭和刀柄
2024-05-31 -

福建靠谱的BIG大昭和报价
2024-05-31 -
安徽进口BIG大昭和结构
2024-05-31 -

安徽国产BIG大昭和价格
2024-05-30 -

江苏进口BIG大昭和价格行情
2024-05-30