
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
这样对刀柄的要求就是要有足够的夹持力,否则容易导致掉刀,振刀等问题,难以提升切削效率。这种情况下,可以考虑这种HMC强力刀柄,这种强力刀柄可以做到业内令人震惊的强劲夹持力,并且同时具有不俗的跳动精度。可以一扫加工过程中的掉刀隐患,极大的保证了加工效率和加工安全。
除了以上所说的切削加工之外,还有很多加工(比如攻丝加工,微雕加工,复杂架构件加工等等),如果选择刀柄正确合理的话,不但能解决加工瓶颈,更能达到事半功倍,意想不到的效果。 BIG大昭和的美夹刀柄系列使用美夹扳手将适合高速旋转的螺母形状切实锁紧。湖北什么是BIG大昭和结构
BIG大昭和
大昭和有解决此类产品的标准刀具,新款产品更在过去原有的加工刀具基础上又将产品小型化(干涉直径D20),以应对更高的干涉要求,以下就为解决特殊角度加工的倒角工具。倒角工具,在刀片座位置增加了可旋转角度的功能部件,通过松、旋转、紧三个动作,依据刀片座一周的刻度即可以完成5°--85°的刀片角度调节,并且通过可进行连续调节的特性配合对刀仪进而可以完成针对53°28’的更为精密的调节。大可对应单件、小批量产品中特殊角度的倒角加工。安徽靠谱的BIG大昭和参考价BIG大昭和的BIG - PLUS技术可以提高加工表面和加工尺寸精度。

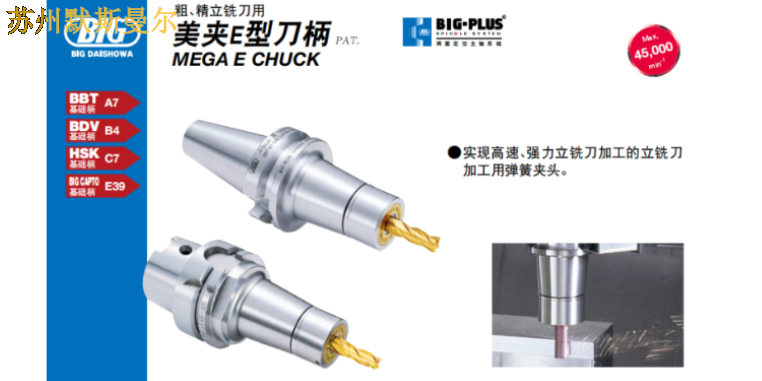
比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用这种美夹(MEGA)高精度弹簧刀柄。一般人认为普通的弹簧刀柄(例如ER刀柄)夹持精度低(4d处跳动0.01mm~0.02mm),所以在高精度的场合是不采用弹簧刀柄的。但这种美夹(MEGA)高精度弹簧刀柄在4d处跳动是达到0.003mm以内。困扰很多客户的刀柄干涉问题也可以一并解决。
清洁。“清洁”看似很微不足道的事情,但其影响却非常大,如果清洁没做到位,带来的后果可能会很严重,比如损坏主轴,工件报废等,所以不容忽视!请时刻保持主轴锥孔及端面和刀柄锥柄及法兰上端面的清洁。主轴和刀柄都有专门的清洁工具。做好保养维护工作避免生锈和磕碰。生锈和磕碰都会影响到锥柄和主轴锥孔的贴合度,使连接精度、连接刚性及稳定性恶化,如果锥柄有磕碰可能还会损坏主轴。所以,对于锥柄要做到常检查、常清洁、常涂防锈油,如果发现有明显损伤应果断更换,以免对主轴造成损伤。定期检查主轴锥孔精度。主轴锥孔一直处在一个恶劣的工作环境中,不但要承受频繁的拆装刀冲击,还要在加工过程中承受持续地交变力和扭力,磨损和损伤在所难免。所以,定期检查主轴锥孔,及时发现问题并修复是非常必要的。主轴锥孔也有专门的检测工具。定期检测主轴拉紧力。锥柄与主轴锥孔的过赢配合是通过主轴的拉紧力来实现的。所以,主轴的拉紧力尤为重要,拉紧力大小会直接影响锥柄与主轴的连接刚性和稳定性,是确保正常加工的先决条件。主轴拉紧力也有专门的检测工具。 BIG大昭和,就选苏州默斯曼尔机械科技有限公司,让您满意,期待您的光临!

解决策略:1、投影式测量:此方式要求测量误差小于刃具加工工序所允许的误差,顾名思义就是要选择精度极高的对刀仪;2、接触式测量:此方式往往更加常用、性价比也较高,也能够保证很高的测量精度,并且可靠,但对于测量器械也有一定要求。A、需要有有效的方式提示操作者刃具刃尖所处位置;B、采用触碰式测量,要给测量者留有一定的容错空间;C、采用触碰式测量,测量器要具有良好灵敏度,反应压力要小于破坏刃尖的压力值;D、要有良好的重复测量精度,避免反复测量出现误差,造成加工不稳定。如何正确使用BIG大昭和的。广东本地BIG大昭和厂家
BIG大昭和美夹同步攻丝刀柄将同步误差产生的轴向负荷降低至1/10,提高螺纹精度和延长丝锥寿命。湖北什么是BIG大昭和结构
一般来说,跳动精度差,自然会导致工具使用寿命降低。此倾向在小孔径加工中尤为明显。图1是使用Φ3mm的整硬合金钻头在夹持精度2μm和夹持精度10μm的情况下进行的测试结果。加工深度15mm(5D),切削速度95m/min,进给0.1mm/rev,以钻头后刀面的磨损幅度达到0.2mm时的加工孔数进行比较,其中跳动精度2μm平均为3300孔,跳动精度10μm平均为2300孔,约有43%的差距。
另外,使用切削动力计对各自在加工中受到的横向力进行测定,夹持精度2μm所受的力比夹持精度10μm的约小了16%。从以上结果来看,选择夹持精度高且稳定的刀柄是非常必要的。 湖北什么是BIG大昭和结构
与BIG大昭和相关的文章

福建本地BIG大昭和结构
- 山东进口BIG大昭和价格行情 2024-06-01
- 成都国内BIG大昭和价格 2024-06-01
- 安徽好的BIG大昭和多少钱 2024-06-01
- 天津BIG大昭和 2024-06-01
- 山东BIG大昭和 2024-06-01
- 重庆进口BIG大昭和代理商 2024-05-31
- 福建国内BIG大昭和价格 2024-05-31
- 高速BIG大昭和刀柄 2024-05-31
- BIG大昭和刀柄 2024-05-31
- 福建靠谱的BIG大昭和报价 2024-05-31
- 安徽进口BIG大昭和结构 2024-05-31
- 安徽国产BIG大昭和价格 2024-05-30
与BIG大昭和相关的产品


与BIG大昭和相关的新闻
-
天津靠谱的BIG大昭和厂商 2024-05-30 09:42:45锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥...
-
山东高速BIG大昭和技术 2024-05-29 10:30:14刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻...
-
山东国产BIG大昭和要多少钱 2024-05-29 00:36:24BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特性尤为突出,采用了先进的制造工艺和材料,确保了产品的耐用性和稳定性。无论是高精度的加工要求,还是恶劣...
-
广东日本BIG大昭和刀柄 2024-05-29 07:41:54段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-

山东BIG大昭和
2024-06-01 -

重庆进口BIG大昭和代理商
2024-05-31 -

福建国内BIG大昭和价格
2024-05-31 -

高速BIG大昭和刀柄
2024-05-31 -

BIG大昭和刀柄
2024-05-31 -

福建靠谱的BIG大昭和报价
2024-05-31 -
安徽进口BIG大昭和结构
2024-05-31 -

安徽国产BIG大昭和价格
2024-05-30 -

江苏进口BIG大昭和价格行情
2024-05-30