
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
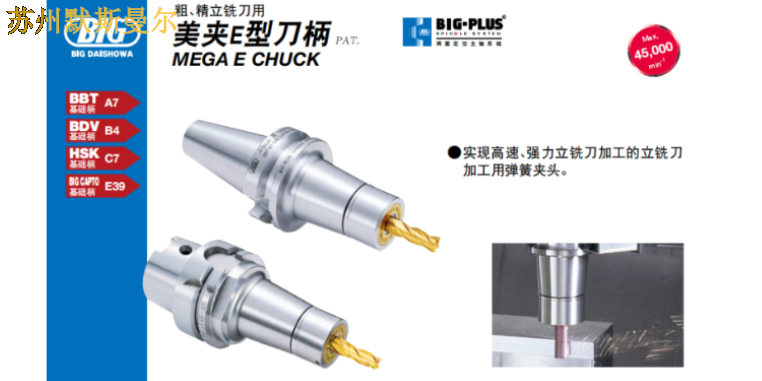
粗、精立铣刀用BIG美夹E型刀柄PAT.MEGAECHUCK.实现高速、强力立铣刀加工的立铣刀加工用弹簧夹头。具有很强夹持力的夹套设计;美夹E型夹套采用楔子效果更佳的小锥角,并通过增加刃具柄部的夹持长度实现了优异的夹持力和向心性,可发挥稳定的夹持性能。根据用途对应的内冷方法;带油封功能的内冷螺母。拆掉内部的PS密封圈后可以使用端面给油。有效抑制振动的厚壁本体;为了防止立铣刀加工引起的振动及加工面的倾斜,设计时将刀柄本体在厚度上提高一档。而且,通过将刀柄的杆部设计为锥体形状,有效改变了加工振动的传递,提高了振动的衰减效果。BIG大昭和,就选苏州默斯曼尔机械科技有限公司,让您满意,有想法可以来我司咨询!安徽什么是BIG大昭和技术
BIG大昭和
笔者所接触的一个客户,目前大量使用普通ER刀柄,价格便宜,使用1年内精度就会下降,2年后就达到报废状态。大约每2年就会全部更换一次刀柄,这样看起来虽然每次购买刀柄的费用不高,但实际上总体刀柄费用是相当高的。这还不算由于刀柄报废而造成生产效率低下所带来的潜在费用。“价格压力”也会引来另外的一个弊端,那就是贴牌品、仿冒品和仿制品的泛滥,为叙述方便,统称之为“非正牌产品”。非正牌产品的出现给客户造成一种“超级物美价廉”的错觉,以极低的价格购买到了“上乘”的产品。特别是现在网络上有很多不明的货源的非正牌产品,给客户造成了难以估量的损失,更有甚者,造成重大安全事故,令人追悔莫及。重庆好的BIG大昭和技术BIG大昭和的美夹同步攻丝刀柄可将因不同步产生的轴向负荷降低至普通弹簧刀柄的 1/10。

目前机加工行业中经常会用到强力铣刀柄,众所周知强力刀柄是夹持类刀柄中夹持力更大、刚性更好的刀柄,强力铣刀柄结构不同于弹簧刀柄,其特点是夹持力大,刚性好,有利于夹持大柄径的铣刀,但夹持精度普遍低于弹簧刀柄(也有4D跳动为5μ~10μ的高精度强力刀柄,例如BIG的HMC和MEGAD系列),比较适合大切削量的粗加工,以及夹持各种直杆刀柄,支持各种加工。市面上强力铣刀柄的厂家很多,每个厂家刀柄内部结构设计也各不相同,水平也参差不齐,各有各的特点,选择不好会有哪些影响呢?应该如何选择相对更好性价比更好的刀柄呢?要从哪些方面来考虑?带着这些问题我们来一一分解:
BIG大昭和成功案例展示:智能解决方案助力企业腾飞在当今竞争激烈的市场环境中,企业需要不断提高效率和降低成本以保持竞争优势。作为一家专业的工业自动化解决方案提供商,BIG大昭和一直致力于通过先进的技术和优越的服务满足客户的需求。以下是BIG大昭和成功应用案例的简要介绍,展示了如何解决客户问题、提高客户效率和降低成本。某大型制造企业在生产过程中遇到了严重的生产效率问题,传统的生产方法已无法满足市场需求。在寻求解决方案的过程中,他们选择了与BIG大昭和合作。通过对客户生产线的深入了解,BIG大昭和提供了一套高度自动化的智能制造解决方案,包括先进的机器人技术、自动化生产线和智能监控系统。经过实施,该方案成功地提高了生产效率,减少了人工干预,降低了生产成本。客户在采用BIG大昭和的解决方案后,生产效率提高了30%,成本降低了20%,产品质量也得到了明显提升。此案例充分展示了BIG大昭和在工业自动化领域的专业能力和优越成就。作为客户值得信赖的合作伙伴,我们始终坚持创新、质量和客户至上的原则,为客户提供优良的解决方案和服务。选择BIG大昭和,就是选择成功!我们将携手客户共同创造更美好的未来。苏州默斯曼尔机械科技有限公司为您提供BIG大昭和,有需求可以来电咨询!

锥柄,作为刀柄(刃具)与机床配合之基,其重要性犹如树根之于参天大树;地基之于摩天大楼!其重要性不言而喻,但我们对它了解多少,使用中对其关爱是否足够呢?首先,刀柄与主轴之间为什么要选择锥柄(锥度)配合?如BT/BBT(7:24)和HSK(1:10)等。锥度配合有什么特点呢?1、锥度配合自定心性好,保证刀柄与主轴的连接精度;2、轴向施加拉力可使刀柄锥柄与机床主轴实现过盈配合,保证连接刚性和稳定性;3、卸载拉力后可实现ATC自动换刀。以上三点满足了现代加工对刀具系统高精度、高刚性、高稳定性和实现自动化的基本要求,是机床和刀具之间选择锥柄连接的主要原因。苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,期待您的光临!湖北什么是BIG大昭和代理商
苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,有需求可以来电咨询!安徽什么是BIG大昭和技术
BIG大昭和数控工具是一款带领行业的先进产品,以其齐全的规格、高精度的性能,在市场中独树一帜。作为专业领域的佼佼者,BIG大昭和不仅具备高效稳定的性能,更能满足客户的多元化高精密需求。在技术方面,BIG大昭和采用很高的技术标准,确保产品的每一款产品都达到三次出厂检验的要求。其出色的精密性使得它能够轻松适应各种复杂环境。性能方面,BIG大昭和凭借强大的高精密生产要求 ,为用户提供稳定的使用体验,大幅提升工作效率。用途上,BIG大昭和的应用范围极广,几乎涵盖了所有相关领域。无论是精密模具还是精密产品,它都能提供多方面支持,满足不同客户的个性化需求。在市场竞争激烈的现在,BIG大昭和凭借其优越的品质和强大的实力,赢得了众多用户的青睐。选择BIG大昭和,就是选择品质与效率的双重保障。让我们共同见证BIG大昭和为您带来的精彩表现!安徽什么是BIG大昭和技术
与BIG大昭和相关的文章

福建本地BIG大昭和结构
- 山东进口BIG大昭和价格行情 2024-06-01
- 成都国内BIG大昭和价格 2024-06-01
- 安徽好的BIG大昭和多少钱 2024-06-01
- 天津BIG大昭和 2024-06-01
- 山东BIG大昭和 2024-06-01
- 重庆进口BIG大昭和代理商 2024-05-31
- 福建国内BIG大昭和价格 2024-05-31
- 高速BIG大昭和刀柄 2024-05-31
- BIG大昭和刀柄 2024-05-31
- 福建靠谱的BIG大昭和报价 2024-05-31
- 安徽进口BIG大昭和结构 2024-05-31
- 安徽国产BIG大昭和价格 2024-05-30
与BIG大昭和相关的产品
与BIG大昭和相关的新闻
-
天津靠谱的BIG大昭和厂商 2024-05-30 09:42:45锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥...
-
山东高速BIG大昭和技术 2024-05-29 10:30:14刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻...
-
山东国产BIG大昭和要多少钱 2024-05-29 00:36:24BIG大昭和——高效、精密的数控工具,在工业领域,BIG大昭和以其超凡的品质和出色的性能,赢得了众多用户的青睐。作为行业内的佼佼者,BIG大昭和的产品不仅规格齐全,更能满足各种复杂工况的需求。其产品特性尤为突出,采用了先进的制造工艺和材料,确保了产品的耐用性和稳定性。无论是高精度的加工要求,还是恶劣...
-
广东日本BIG大昭和刀柄 2024-05-29 07:41:54段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
与BIG大昭和相关的问题
新闻资讯
产品推荐
-
安徽进口BIG大昭和结构
2024-05-31 -

安徽国产BIG大昭和价格
2024-05-30 -

江苏进口BIG大昭和价格行情
2024-05-30 -
江苏靠谱的BIG大昭和刀片
2024-05-30 -

天津高速BIG大昭和配件
2024-05-30 -

江苏好的BIG大昭和刀片
2024-05-30 -

天津靠谱的BIG大昭和厂商
2024-05-30 -

山东高速BIG大昭和技术
2024-05-29 -

山东国产BIG大昭和要多少钱
2024-05-29