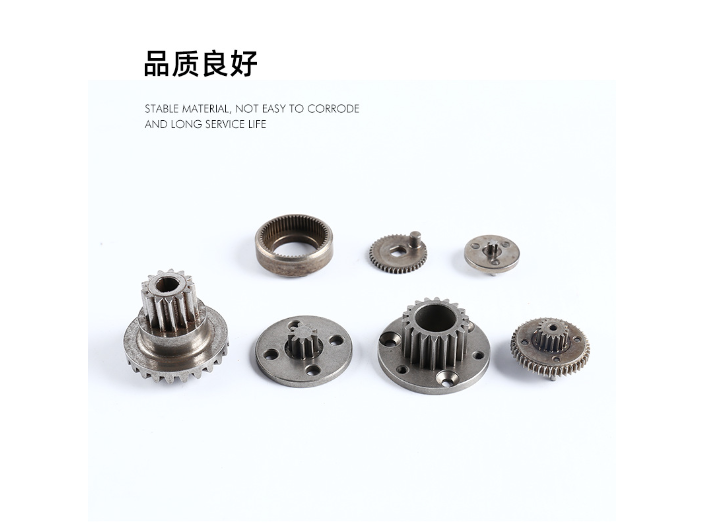
油泵中的粉末冶金零件你了解多少?研究资料表明,采用定排量机油泵的发动机中,当转速>2500r/min时,有大约50%的带功机油直接通过泄压阀流回机油泵进油腔或者机油底壳,带来能量的浪费;而采用变量油泵替代定量油泵一般可以节省燃油2%~5%,CO2排放量减少1%~2%。变排量泵一般有外啮合齿轮泵、叶片泵和滑片泵等类型的结构。外啮合齿轮泵如大众的EA888项目,其中一个齿轮轴向位置固定,另外一个齿轮轴向用弹簧随着压力调整,当怠速时两个齿轮全部啮合,当转速升高时,油泵的压力也随着升高,压缩弹簧后齿轮啮合部分变短,从而随时调整油泵的流量,这类泵的齿轮是采用粉末冶金工艺制造的。叶片式变量泵主要由定子、转子和叶片组成,其中定子和转子均为粉末冶金件。叶片式变量泵工作原理是通过压力调整偏心距,从而调整流量。滑片式变量泵原理基本与叶片式变量泵相同,以调整偏心距来调整流量。其中滑片是钢件,与滑片连接的是中间套,外面是滑套,中间是转子,这三件都是粉末冶金件。粉末冶金零件去毛刺工艺:从加工实用性出发,凭借已有的经验进行现有设备改造。石家庄粉末冶金机械结构件生产厂
是什么影响粉末冶金零件尺寸变化?粉末冶金零件尺寸变化一般是由于压制压力的波动、模具装粉量变动,烧结,热处理以及发黑等后续作业也会引起粉末冶金零件尺寸的变化。所以说,是一门比较复杂的工艺。尺寸公差或零件间的尺寸变动主要是由于压制压力的波动或者是模具装粉量变动的结果。若模具的装粉量过多,则成形压力将高于标准装粉量时的压力。这种较高的压力将导致模冲的弹性挠曲与阴模的径向胀远大于正常值,致使零件压胚的尺寸略大一些;反之,模具装粉量少于标准值时,零件压胚的尺寸就会稍小一点,现代压机已采用编程来控制装粉靴的动作,以减少模具装粉量的变化。在随后的烧结、热处理等作业中,粉末冶金零件尺寸也发生变化。鉴于烧结时的尺寸变化与压胚密度相关,同时零件各处的密度也可能不一样,因此零件的尺寸变化也不相同。石家庄粉末冶金机械结构件生产厂粉末冶金零件结构工艺需要注意:避免局部薄壁,以便装粉压实和防止出现裂纹。

粉末冶金零件可降成本和车重:目前,粉末冶金已经被业界公认为是一种绿色、可持续的制造技术。对此,从粉末冶金的持续性功能、材料可持续性、能源可持续性、设备可持续性、环境可持续性、可持续就业、可持续价值优势等几个方面做了介绍。例如在持续性功能方面,粉末冶金的较终成形能力与材料利用率很高,可使全部能源消耗较小化。与传统工艺(热加工+冷加工)的铸造或锻造+切削加工相比,粉末冶金工艺制造同一零件只需要采用较少的几道工序,即能完成工序较多、较复杂的工艺。在材料可持续性方面,粉末冶金的较终成形能力是其主要优势。例如成形一个齿状零件,传统切削工艺会有高达40%的材料变成切屑,而在粉末冶金用的全部粉末中,85%是由再循环回收的材料生产的。在粉末冶金零件生产过程中,各道工序的废料损失一般为3%或更少,其材料利用率可达95%。
如何设计有利于压坯密度均匀的粉末冶金零件形状?粉末冶金压坯的密度不只影响零件的力学性能和精度,同时影响压坯的成品率和生产效率,所以压坯密度设计是粉末冶金机械结构零件设计和制造的主要依据之一。粉末在压制过程中由于其受力情况及运动的特点,使压坯密度分布不均匀,即粉末压坯存在密度差等问题。下面是我们利于压胚密度均匀的零件形状设计实例做的一些分析:高度与直径比大于2.5,工件中部容易出现低密度,(a)多台阶部分可烧结后山切削加工完成,相邻各台阶的壁厚差不应小于1.5mm。(b)由阴模成形的场合,应将该台阶设计成带60度斜面的形状。外台阶距上冲头10mm以下容易脱模,较好设计出脱模锥度。若上下轮毅径相同,可简化冲头结构。原设计因壁厚太薄,键槽应设计成套筒中带键的形状。如果孔形状一定要复杂的粉末冶金零件,较好成形一烧结。为简单形状后再切削加工。上部突起部较好成形状后切削加工。粉末冶金齿轮的齿顶与齿根的齿形可进行修正,以增高齿的强度和降低噪声。绝大多数难熔金属及其化合物、假合金、多孔材料只能用粉末冶金方法来制造。
粉末冶金机械结构件有哪些优点呢?1、由于粉末冶金方法能压制成较终尺寸的压坯,而不需要或很少需要随后的机械加工,故能很大程度节约金属,降低产品成本。用粉末冶金方法制造产品时,金属的损耗只有1-5%,而用一般熔铸方法生产时,金属的损耗可能会达到80%。2、由于粉末冶金工艺在材料生产过程中并不熔化材料,也就不怕混入由坩埚和脱氧剂等带来的杂质,而烧结一般在真空和还原气氛中进行,不怕氧化,也不会给材料任何污染,故有可能制取高纯度的材料。粉末冶金零件毛刺对产品质量的影响:影响产品的定位性能。石家庄粉末冶金机械结构件生产厂
粉末冶金零件毛刺对产品质量的影响:带有毛刺的零件经热处理时,容易应力集中,产生裂纹。石家庄粉末冶金机械结构件生产厂
粉末冶金零件成本的构成:粉末冶金零件成本构成非常多,不同粉末冶金零件也是不一样。大体上是材料成本,水电成本,人工成本,管理成本,后加工成本,其他耗材成本,机器损耗等等。有些人觉得粉末冶金零件成本主要就是材料成本,其实这是错误的,一般来说,材料成本只只占1/3而已,电费成本跟材料成本基本持平。在人工逐年增长的情况下,人工成本也是非常高的,一个普通的粉末冶金零件中,大工序由模具设计制作、压制以及烧结组成,模具设计与制作较少各配一名工程师。压制涉及的装模调模也需要一个技术师傅,烧结也需要配备一名工程师,这几个师傅的工资也是比较高的。装模调模的过程,根据模具的复杂程度需要2-5小时。烧结后,很多粉末都有后加工的工序,这也是很大的成本。其他成本我们就不多讲了。综上所述,粉末冶金零件成本的构成也是比较复杂的。石家庄粉末冶金机械结构件生产厂
宁波市镇鑫粉末冶金有限公司致力于机械及行业设备,是一家生产型的公司。公司业务涵盖粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金等,价格合理,品质有保证。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。镇鑫粉末冶金凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。