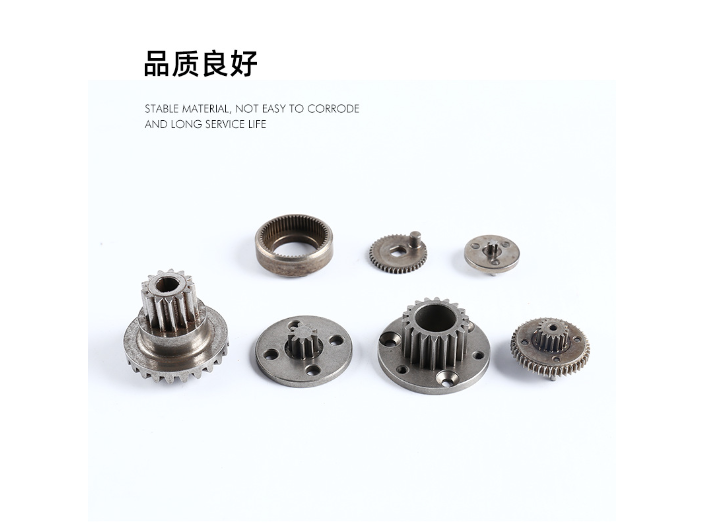
铁基粉末冶金产品后处理流程:铁基粉末冶金工艺的之后一步工序是产后外理工艺、产品处理工艺十分重要。产后外理工作流程要根据材料要求进行。不同的产品需求,需要运用到不同的后处理工艺,以保证材料的性能状态。一般情况下在进行烧结工艺之后,可以采用精整、浸油、机加工、热外理或者电镀工艺进行后外理流程,这些都是产品后处理流程堂用的处理方法。除此之外,还可以采用必要的轧制和锻造等新型工艺手法进行粉末冶金工艺的后处理流程。铁基粉末冶金齿轮的密度大部分行业会做到6.8g/cm³。郑州耐磨铁基粉末冶金结构件

铁基粉末冶金零件的整体淬火由以下工序完成:回火依据烧结金属材料-规范”铁基粉末冶金零件通常是在180℃(烧结镍钢为260℃)下回火,回火时间通常是依据零件断面厚度,按每25.4mm回火1h。其目的是消除奥氏体转变为马氏体与贝氏体时产生的内应力。回火可减小马氏体与贝氏体的脆性,提升零件材料的韧性。大部分铁基粉末冶金零件,为了增强度高的、硬度及耐磨性,都需要进行整体淬火,即淬火与回火。需要进行整体淬火的铁基粉末冶金零件,其化合碳含量应20.3%(质量分数),温度以上呈奥氏体状态。郑州耐磨铁基粉末冶金结构件在铁基粉末冶金材料中,合金元素起着重要的作用。

铁基粉末冶金:铁基粉末冶金是以铁粉或合金钢粉为主要原料,采用粉末冶金工艺制造的结构零件。对这类零件的要求是要有足够好的力学性能、耐磨性,较好的机械加工性能,有时还要有耐热和耐蚀性能。铁基粉末冶金普遍应用于国民经济各领域。特别是汽车行业,发达国家粉末冶金铁基零件的60%~70%用于汽车,如凸轮轴、排气门座、水泵叶轮及各类齿轮。铁基粉末冶金的特点:(1)零件尺寸精度高,可少、无切削;(2)多孔性。与致密金属相比,铁基粉末冶金结构零件均有均匀分布的孔隙。均布孔隙可没清润滑油提高材料的减摩性,均布的球形孔隙还有利于零件在小能量多次冲击条件下的抗疲劳性能。
铁基粉末冶金产品锈蚀影响因素:影响腐蚀的两大因素是环境的侵蚀能力和材料的抗蚀能力,当材料确定后,环境的侵蚀能力就是关键因素。(1)环境条件,雨量、相对湿度和气温严重影响铁基制品的锈蚀,高温高湿季节,应采取特殊有效的,防湿措施,严格控制锈蚀影响因素。(2)加工条件,铁基制品的表面粗糙度和清洁度也影响锈蚀,凡制品表面光滑、纯净者不易锈蚀。(3)管理条件,加强科学管理、实行文明生产、均衡生产、加速产品周转,实行先进先出的产品发放制度,有利于减少或消除制品锈蚀。铁基粉末冶金的预扩散和预合金是两种不同的工艺。

铁基粉末冶金:铁基粉末冶金结构材料根据基体金属不同,分为铁基和铜基材料。铁基材料根据化合碳量的不同分为烧结铁、烧结低碳钢、烧结中碳钢和烧结高碳钢,如果铁基材料中含有合金组元铜和钼称为烧结铜钢和烧结铜钼钢。铁基结构材料制成的结构零件精度高,表面粗糙度值小,不需或只需少量切削加工,节省材料,生产率高,制品多孔,可浸润滑油,可以减摩、减振、消声。铁基粉末冶金结构材料普遍应用于制造机械零件,如机床上的调整垫圈、调整环、端盖、滑块、底座、偏心轮,汽车中的油泵齿轮、差速器齿轮、止推环,拖拉机上的传动齿轮、活塞环以及接头、隔套、螺母、油泵转子、挡套、滚子等。铁基粉末冶金硬度一般为HB90。铁基粉末是通过调整18-8型或Cr13型不锈钢的Ni、Cr含量,并添加B、Si元素而成的。铁基粉末冶金零件的热处理原理,和成分相同的铸锻零件相同。郑州耐磨铁基粉末冶金结构件
选择热处理工艺来提高烧结钢的强度时,C含量是较关键的变量。郑州耐磨铁基粉末冶金结构件
铁基粉末冶金加工有哪些?铁基是在粉末冶金行业中占比较大的材质,当然,铁基包含非常多牌号,不同国家标准的牌号也是不一样的。在铁基粉末冶金生产后,往往很多零件需要后续加工的,比如热处理、发黑、真空充油、钻孔攻牙、车加工、电镀等等。当然,振光是必须有的。铁基粉末冶金后加工有什么作用?真空充油:常用于含油轴承中,在高速运转可自渗出润滑油,起到自润滑的作用钻孔攻牙:这个应该大家都知道,但是需要注意的是,热处理后的铁基粉末冶金产品是很难钻孔攻牙的。车加工:由于工艺的特点,只能上下压制,横向槽无法模具实现,此时如要进行车加工,还有在结构比较复杂,比如槽的数量比较多,也是需要车加工的。因此,大家在设计粉末冶金零件的时候,需要注意控制。郑州耐磨铁基粉末冶金结构件
宁波市镇鑫粉末冶金有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。镇鑫粉末冶金致力于为客户提供良好的粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金,一切以用户需求为中心,深受广大客户的欢迎。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。镇鑫粉末冶金秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。