- 品牌
- E385,253MA ,E2594,ENiCrMo-4
- 型号
- 1.6-5.0
- 类型
- 镍及镍合金焊条,堆焊焊条,铸铁焊条,铜及铜合金焊条,低温钢焊条,特殊用途焊条,铝及铝合金焊条,铬不锈钢焊条,结构钢焊条,铬镍不锈钢焊条,钼和铬钼耐热钢焊条
- 材质
- 不锈钢,银,镍基,钴基,铸铁
- 药皮成分
- 低氢钠型,低氢钾型,盐基型,石墨型,不定型,氧化铁型,氧化钛型,钛铁矿型,钛钙型,维素型
INCO-WELDC-276/ERNiCrMo-4焊丝:焊接工艺的新宠儿在焊接材料领域,INCO-WELDC-276/ERNiCrMo-4焊丝以其的性能和广泛的应用领域,成为了市场的新宠儿。上海垄宏金属材料科技有限公司,凭借其在焊接材料领域的深厚积淀和不断创新,成功推出了的INCO-WELDC-276/ERNiCrMo-4焊丝,为焊接行业的发展注入了新的活力。INCO-WELDC-276/ERNiCrMo-4焊丝是一种镍基合金焊丝,具有优异的耐腐蚀性和高温强度。这种焊丝通过特殊的合金配比和精细的生产工艺,实现了度与耐蚀性的完美结合。在焊接过程中,它能够形成均匀、致密的焊缝,有效抵抗各种腐蚀介质的侵蚀,确保焊接接头的长期稳定运行。上海垄宏金属材料科技有限公司深知INCO-WELDC-276/ERNiCrMo-4焊丝在市场上的巨大潜力,因此投入大量研发力量,致力于提升产品的品质和性能。公司引进了先进的生产设备和技术,严格把控原材料的质量和生产流程,确保每一根焊丝都符合高标准的质量要求。同时,公司还不断优化生产工艺,提高生产效率,降低成本,为客户提供更加质量、实惠的产品。在实际应用中,INCO-WELDC-276/ERNiCrMo-4焊丝展现出了出色的焊接效果和广泛的应用领域。无论是石油化工、海洋工程还是环保领域。
在焊接过程中需要控制好电流、电压和焊接速度等工艺参数,以确保焊接质量和可靠性。云南ENiCrCoMo-1焊材

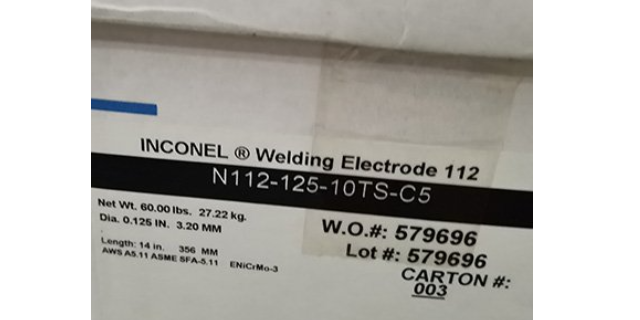
INCOLOY825\25-6MO合金以及其它含钼不锈钢的手工电弧焊中,也可用于钢的表面堆焊以及各种耐蚀合金如20耐蚀合金的焊接中。这种焊条形成的焊缝金属在室温和高温下具有较高的强度和很强的耐蚀能力,包括耐点蚀,裂隙腐蚀以及在多硫酸性介质中的应力腐蚀开裂等。INCONEL112焊条可用于异种金属的焊接,包括INCONEL系列合金,INCOLOY系列合金,不锈钢,低合金钢以及碳钢。INCONEL112焊条应采用直流正接的方式,并适用于全位置焊接。AWSDIN1736EL-NiCr20Mo9NbASMEⅡ,SFAWerkstoff规格ASMEⅨ,ISOENi6625MIL-E-22200/3TypeMIL-IN12EuropeENiCr22Mo9NbUNSW86112Ni+Co-----------minMo---------------C----------------maxCr---------------化学MnmaxSimax成份FemaxNb+Ta----------SPmaxCu--------------max其它------------max拉伸强度,psi110,000性能MPa758延伸率,。黑龙江ERNiCr-3焊材焊条铜及铜合金焊材是一种用于焊接铜及铜合金材料的焊材,具有较好的导电性和耐腐蚀性。
热处理变形少,适合PVC、PP、EP、PC、PMMA塑料,耐腐蚀及容易加工的模件及夹具,超镜面耐蚀精密模具,如橡胶模具、照相机部件、透镜、表壳等。皇牌钢>~HB200铁模、鞋模、软钢焊接、易雕刻蚀花,S45C、S55C钢材等修补。质地细密、软、易加工、不会有气孔产生,预热温度200~250℃后热温度350~450℃。BeCu(铍铜)>~HB300高导热的铜合金模具材料,主加元素为铍,其适用于塑料注塑成型模具的内镶件、模芯、压铸冲头、热流道冷却系统、导热嘴、吹塑模具的整体型腔、磨耗板等。钨铜材料则应用在电阻焊、电火花、电子封装以及精密机械设备等。CU(氩焊铜)>~HB200此焊支用途普遍,可焊补电解片、铜合金、钢、青铜、生铁、一般铜件之焊补。机械性能良好,可用于铜合金之焊接修补,也可用于焊接钢和生铁、铁的接合。油钢焊丝>~HRC52~57冲裁模、量规、拉模、穿孔冲头、可普遍使用在五金冷冲压,手饰压花模等,通用特殊工具钢、耐磨、油冷。Cr钢焊丝>~HRC55~57冲裁模、冷作成型模、冷拉模、冲头、高硬度、高韧性、线切割性良好。焊补前先加温预热,焊补后请做后热动作。MA-1G>~。超镜面焊丝,主要应用于产品或要求极高的产品。
2507双相钢与ER2594焊丝:焊接工艺的之选在现代工业领域中,焊接技术的应用日益,对于焊接材料的选择也愈发严格。2507双相钢作为一种高性能不锈钢材料,因其出色的耐腐蚀性、度和良好的焊接性而受到市场的青睐。而针对2507双相钢的焊接,ER2594焊丝无疑是比较好的搭档。作为焊材生产领域的,上海垄宏金属材料科技有限公司一直致力于提供的焊接材料,其ER2594焊丝正是为了满足市场对于高质量焊接的需求而诞生的。2507双相钢是一种具有奥氏体和铁素体双相的不锈钢,它结合了奥氏体不锈钢和铁素体不锈钢的,具有优异的耐腐蚀性能和较高的机械强度。这种材料在石油、化工、海洋工程等领域得到了应用,特别是在对材料性能要求苛刻的环境下,2507双相钢展现出了其的性能。然而,要想充分发挥2507双相钢的性能优势,选择合适的焊丝至关重要。ER2594焊丝作为专门为2507双相钢设计的填充材料,其化学成分和机械性能与2507双相钢相匹配,确保了焊接接头的质量和性能。这种焊丝具有优异的焊接性能和稳定的电弧特性,使得焊工能够轻松掌握焊接技巧,实现高质量的焊接。上海垄宏金属材料科技有限公司生产的ER2594焊丝,凭借其的品质和稳定的性能,在市场上赢得了良好的声誉。铝合金焊材是一种用于焊接铝合金材料的焊材,具有轻便、耐腐蚀性好等特点。

焊剂成份的基本功能略述如下:除氧剂与除氮剂由于氮与氧可使焊道金属造成气孔或脆化,焊剂中必须添加锰与硅等除氧剂,至于自保护药芯焊丝,焊剂中另需添加AL为除氮剂。以上添加除氧剂及除氮剂目的均在于净化熔填金属。焊渣形成剂钙、钾、钠或硅等均为焊渣形成剂,添加在焊剂中可以有效保护熔池不受大气污染,焊渣可使焊道具较佳的外观而且快速冷却后又可以支撑全姿势焊接时的熔池。焊渣的覆盖更可缓和熔填金属冷却速率,此功能对低合金钢的焊接尤其重要。电弧稳定剂钠及钾可以使电弧保持柔和顺畅而且降低飞溅。合金元素钼、铬、碳、锰、镍及钒等合金元素的添加,可以提高(改善)熔填金属的强度、延性、硬度及韧性等。气体形成剂氟石、石灰石等需添加在自保护药芯焊丝中使燃烧产生保护气体。⒊2焊渣的类别焊剂的成份决定焊材的焊接作业性与熔填金属的机械性,焊剂成份中若以酸性为主,焊接后便生成酸性焊渣,同样的以碱性(石灰质)焊剂为主将产生碱性焊渣。酸性系统的焊材焊接性非常好,焊接过程中电弧平顺稳定,形态类似射流弧,飞溅量少,作业上广为焊接人员所喜欢,熔填金属机械性普通但可达AWS规范的要求。焊剂为碱性系统的焊材可使熔填金属获得非常优良的延性与韧性。ER4043是一种铝硅合金焊丝,用于铝和铝合金的焊接。四川ENiCrMo-4焊材化学成分
焊材的品质对于焊接质量和可靠性有着至关重要的影响,因此选择优异的焊材是保证焊接效果的关键。云南ENiCrCoMo-1焊材
将为不锈钢焊丝的应用领域带来更多的可能性。智能化制造与数字化转型:随着工业,不锈钢焊丝行业将加速智能化制造和数字化转型。通过引入先进的物联网技术、大数据分析和人工智能等技术,实现生产过程的自动化、智能化和柔性化,提高生产效率和产品质量。同时,数字化转型也将推动企业实现信息化管理和个性化定制,满足客户多样化需求。绿色环保与可持续发展:随着环保意识的提高和可持续发展战略的推进,不锈钢焊丝行业将更加注重绿色环保和可持续发展。企业将采取更加环保的生产工艺和材料,降低废弃物排放和能源消耗,提高产品的环保性能。同时,也将推动循环经济发展,实现资源的有效利用和环境的保护。国际化拓展与合作:随着全球化进程的加速和国际市场的不断扩大,不锈钢焊丝企业将面临更加广阔的国际市场。企业需要加强国际化拓展与合作,提高产品品质和技术水平,拓展国际销售渠道,增强在国际市场的竞争力。同时,也将加强与其他国家和地区的交流与合作,共同推动不锈钢焊丝行业的发展。总之,未来不锈钢焊丝行业将继续发展并呈现出新的趋势。企业需要加强技术创新和产品研发。提高产品品质和服务水平,以适应市场需求和应对竞争挑战。云南ENiCrCoMo-1焊材

- 江西ENiCrCoMo-1焊材化学成分 2024-06-27
- 江苏E309MoL焊材焊丝 2024-06-27
- 四川E2594焊材应用领域 2024-06-27
- 陕西ERNiCu-7焊材 2024-06-25
- 湖北ENiCu-7焊材化学成分 2024-06-23
- 宁夏ERNi-1焊材价格 2024-06-22
- 湖北E310MoL焊材化学成分 2024-06-21
- 安徽E385焊材耐腐蚀 2024-06-20