随着经济的发展,锌合金的不断优化,越来越多的客户选择锌合金压铸件的产品,往往生产于**产品,因其质感良好厚重,用于电镀、烤漆效果良好,外观面十分大气,所以受到很多买家的热捧。据资料统计显示,目前**的钢材产量已经占**的50%以上,因为科技的影响,上海锌压铸件不断地被优化,解决了以往产品的不足,在市场上占据重要的地位,因此越来越多的客户选择使用上海锌合金压铸件产品。那么上海锌合金压铸件得***都有哪些?1、精度:东莞锌合金压铸件的尺寸精度、表面精度、薄壁铸件尺寸精度都很高,生产出来的产品光滑细腻、白泽有油腻感,非常适用光面产品的需求,产品尺寸稳定,转换性强,还可以用复杂产品需求。2、量产性:机器生产率高,有些东莞锌合金压铸机每八个小时可压铸上千次,而且他的使用寿命长。有的寿命可以达到几千万次甚至是上百万次。3、经济性:由于东莞锌合金压铸件的表面光滑无沙眼等***,可以不用加工直接使用,节省了部分工序,加工量很少。因为他继承提高了利用率又减少了工作量所以铸件价格也很便宜。4、表面:东莞锌合金压铸件的表面处理非常方便,他可以喷漆和电镀,而且他不含铅不含镉,是绿色材料。5、可塑性:锌合金的离心塑造性能强。 转向器具有将一定输入动力转换为不同输出动力的能力,这满足了复杂的动力传动需求。江苏转向器

在铝压铸模具的使用过程中,为了让铝压铸模具更好的使用,我们需要使用一些方法来提高铝压铸模具的平面度,那么都会使用什么方法?1.加工过程中,应防止模具工作零件表面留有刀痕、夹层、裂纹、撞击伤痕等宏观缺陷,这些缺陷的存在会引起应力集中,成为断裂的根源,造成模具早期失效;2.模具工作零件加工过程中,必须防止磨削烧伤零件表面现象,应严格控制磨削工艺条件和工艺方法(如砂轮硬度、粒度、冷却液、进给量等参数);3.采用磨削、研磨和抛光等精加工和精细加工,获得较小的表面粗糙度值,提高模具使用寿命。压铸模具在应用的过程中,它是会出现一些问题的,所以我们小心使用压铸模具,那么压铸模具的注意事项是什么呢?下面一起来看看吧。1.原材料的质量(纯净度);2.熔化时的精炼除气除渣;3.压铸时速度、压力的调整(特别是皮下气孔等缺陷);4.抛光时摩擦的压力和温度不要太高。定期修模和改模,大的改模需要加线切割和焊接等,模具烧焊后,对生产有严重影响;材料因素方面,好的进口模具钢在模具寿命上有很大优势,主要体现在模具钢是硬的,模具钢不易变形;热处理工艺、回火是决定模具强度和韧性的关键,同时也消除了残余应力。安徽转向器的种类转向器具有方向控制灵活、动力转换高效、减速增扭性能优越、稳定性高、适用范围广以及维护简便等优势。

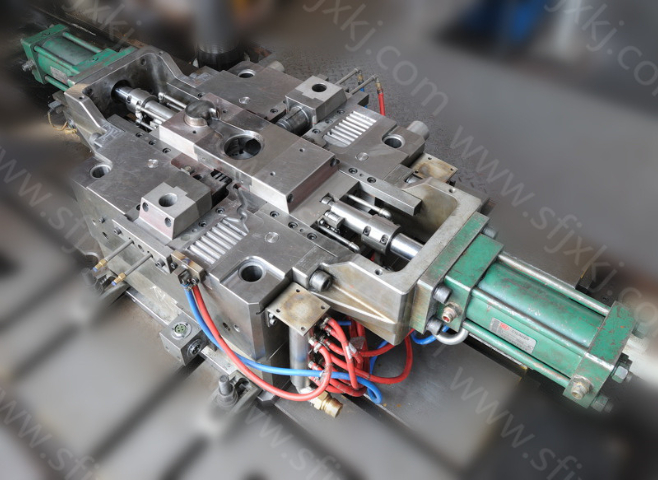
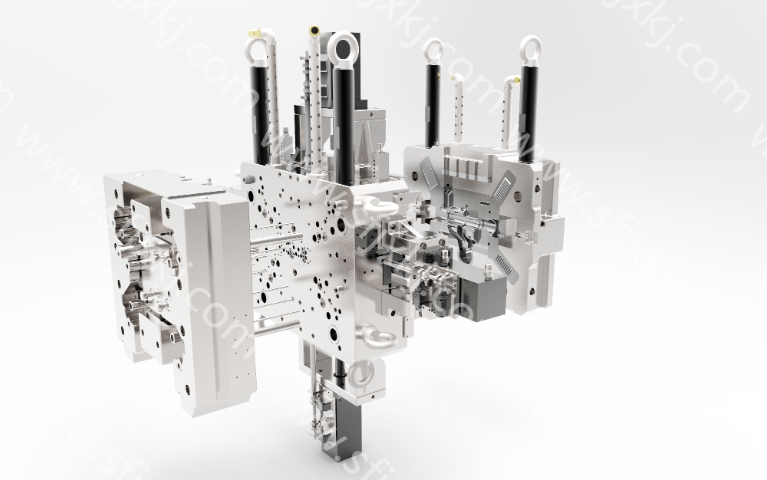
压铸模具是用来铸造金属零件的工具,用于在专门使用压铸模锻机上完成压铸过程。压铸的基本过程是:先将熔融金属以低速或高速注入模具型腔。模具具有可移动的型腔表面。随着熔融金属的冷却过程,通过压力锻造来消除毛坯的收缩。压铸模具是用于铸造金属零件的工具,是一种用于在专门使用压铸机上完成压铸过程的工具。压铸的基本过程是:先将熔融金属低速或高速浇铸到模具的型腔中,模具具有可移动的型腔表面,随着熔融金属的冷却过程将其加压锻造,其中消除了毛坯的收缩。松散的缺陷也使毛坯的内部结构在锻造状态下达到破碎的晶粒,并明显改善了毛坯的综合机械性能。压铸模具和合金的类型很多。如今,我们主要专注于卧式冷室压铸机,并以铝合金,镁合金,锌合金和其他金属原材料的模具为对象。压铸材料,压铸机和模具是压铸生产的三个主要要素。压铸模具的设计和加工进度一般包括:工艺分析,进度确认,3D确认,全尺寸检查,内部模具3D,内部模具落料,内部模具2D,3D装配,项目审查,零件落料,零件图,模具基础图,物料清单,试模。对于汽车行业而言,几乎所有压铸模具都是非标准加工,并且重复模具较少。因此,模具设计和加工的过程很长,并且要经历许多过程。
有助于车辆的智能化和自动化发展支持自动驾驶功能:随着汽车智能化和自动化技术的发展,转向器在自动驾驶系统中扮演着重要角色。它能够精确地执行自动驾驶控制指令,实现车辆的自动转向、车道保持、自动泊车等功能。例如,在自动驾驶模式下,转向器可以根据车载传感器获取的道路信息和导航数据,准确地控制车辆行驶在车道内,并根据路况和交通信号进行相应的转向操作。与智能驾驶系统集成:转向器可以与车辆的其他智能驾驶系统,如自适应巡航控制系统、自动紧急制动系统等进行深度集成。通过信息共享和协同工作,这些系统能够更好地实现车辆的智能化驾驶辅助功能。例如,当自适应巡航控制系统检测到前方车辆减速并需要跟随减速时,转向器可以根据车辆的减速情况自动调整转向角度,以保持安全的跟车距离和行驶轨迹。转向器能够实现前进、后退、左右转向等方向控制,这使得操纵作业变得极为方便。

从而可避免因浇口套与压室内径不同轴而造成冲头卡死或磨损严重的问题,且浇口套的壁厚不能太薄。浇口套的长度一般应小于压射冲头的送出引程,以便涂料从压室中脱出。②压室与浇口套的内孔,在热处理后应精磨,再沿轴线方向进行研磨,其表面粗糙≤μm。③分流器与形成涂料的凹腔,其凹入深度等于横浇道深度,其直径配浇口套内径,沿脱模方向有5°斜度。当采用涂导入式直浇道时,因缩短了压室有效长度的容积,可提高压室的充满度。3、内浇口①金属液入型后不应立即封闭分型面,溢流槽和排气槽不宜正面冲击型芯。金属液入型后的流向尽可能沿铸入的肋筋和散热片,由厚壁处想薄壁处填充等。②选择内浇口位置时,尽可能使金属液流程很短。采用多股内浇口时,要防止入型后几股金属液汇合、相互冲击,从而产生涡流包气和氧化夹杂等缺陷。③薄壁件的内浇口厚件要适当小些,以保证必要的填充速度,内浇口的设置应便于切除,且不使铸件本体有缺损(吃肉)。(4)溢流槽①溢流槽要便于从铸件上去除,并尽量不损伤铸件本体。②溢流槽上开设排气槽时,需注意溢流口的位置,避免过早阻塞排气槽,使排气槽不起作用。③不应在同一个溢流槽上开设几个溢流口或开设一个很宽很厚的溢流口。 大部分现代转向器都配备了助力系统,如液压助力转向器和电动助力转向器。莆田壳体转向器的类型
循环球式转向器以其操纵轻便和长寿命著称。江苏转向器
循环球式转向器特点·循环球式转向器的特点是:效率高,操纵轻便,有一条平滑的操纵力特性曲线。·布置方便。特别适合大、中型车辆和动力转向系统配合使用;易于传递驾驶员操纵信号;逆效率高、回位好,与液压助力装置的动作配合得好。·可以实现变速比的特性,满足了操纵轻便性的要求。中间位置转向力小、且经常使用,要求转向灵敏,因此希望中间位置附近速比小,以提高灵敏性。大角度转向位置转向阻力大,但使用次数少,因此希望大角度位置速比大一些,以减小转向力。由于循环球式转向器可实现变速比,应用正日益普遍。 江苏转向器