设计自由的“解放者”传统制造工艺(如冲压、机加工)往往对产品设计施加诸多限制。压铸模具则是一位“解放者”,极大地释放了设计师的创造力。它允许设计师突破“易于加工”的思维定式,专注于产品的功能、性能和美学进行优化。设计师可以大胆采用复杂的内部空腔、不规则的曲面、集成的加强结构、薄壁设计以及各种表面纹理,而无需担心制造可行性。这种设计自由催生了更多创新产品。例如,在消费电子领域,可以设计出一体化的、具有复杂内部支撑的轻薄外壳;在汽车领域,可以设计出拓扑优化的、应力分布更合理的结构件。模具制造商通过DFM分析,与设计师紧密协作,将创意转化为可制造的方案。因此,压铸模具不仅是制造工具,更是创新设计的催化剂,它让“所想即所得”在工业领域成为可能。家电部件压铸模,表面光滑无瑕疵,提升质感。扬州坚固压铸模具多少钱

技术迭代的“风向标”压铸模具技术的发展,始终紧跟甚至带领着制造业的技术迭代。从传统的冷室压铸到热室压铸(主要用于锌合金),再到如今风靡的大型一体化压铸(GigaPress),技术的每一次跃迁都深刻改变了产品设计和生产模式。高真空压铸、半固态压铸、挤压压铸等新工艺的出现,对模具的密封性、结构强度和控制系统提出了更高要求,推动了模具技术的持续创新。同时,模具设计与制造本身也在飞速进步:CAD/CAE/CAM软件的深度应用、高速铣削(HSM)、电火花加工(EDM)、3D打印(用于随形冷却水道)等先进制造技术,使得模具的精度、复杂度和制造周期不断突破极限。物联网(IoT)和传感器技术的应用,让模具状态监控(温度、压力、位移)成为可能,迈向智能化。可以说,压铸模具是观察制造业技术前沿的“风向标”,其发展水平直接反映了国家或企业的先进制造能力。浙江节能压铸模具销售医疗设备压铸模具,洁净度高,符合行业严格标准。
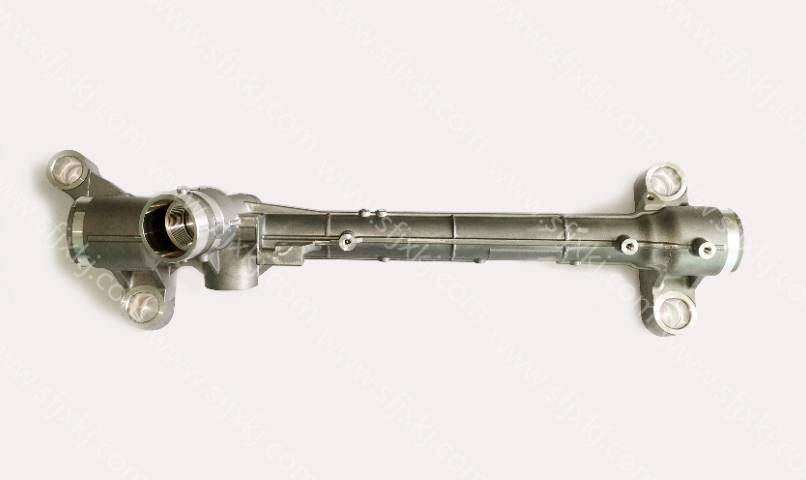
压铸模具设计的重要性在压铸模具领域,设计是基石。从同行网站案例及知乎专业讨论可知,好的设计能决定模具寿命、铸件质量与生产效率。上海神富机械科技有限公司高度重视设计环节,我们的设计团队会依据客户需求与铸件特性,运用先进软件进行模拟分析。例如,在设计汽车铝合金轮毂压铸模具时,需精确考虑金属液流动路径、浇口与溢流槽位置。合理的浇口设计能让金属液平稳填充型腔,避免紊流与气孔产生;恰当的溢流槽可排出型腔中的气体与冷料,提升铸件致密度。出色的设计不仅能减少后续调试时间,还能降低生产成本,为客户创造更大价值,这也是我们在市场中脱颖而出的关键因素之一。
压铸模具在3C产品制造中的应用3C产品制造对压铸模具需求增长迅速。从小红书行业动态及知乎科技制造板块可知,随着3C产品轻薄化、小型化趋势,压铸模具需满足高精度、小型化与复杂结构制造需求。在上海神富机械科技有限公司承接的手机铝合金外壳压铸模具项目中,要实现高精度尺寸控制,确保外壳装配精度。模具制造过程中,采用微铣削、电火花精微加工等先进技术,加工出微小的装饰纹理与精密结构。同时,为适应3C产品更新换代快的特点,我们优化模具设计与制造流程,缩短开发周期,快速响应客户需求,助力3C产品制造商提升市场竞争力。 适配自动化生产,减少人工,一致性更优。
该企业每年在模具采购与维护上的费用节省了约20万元。在生产效率提升上,压铸模具同样贡献明显。在铝合金轮毂制造行业,高效的压铸模具配合先进的压铸设备,能够在短时间内完成轮毂的压铸成型。一条配备质优压铸模具的生产线,每小时可生产轮毂30-40个,相比传统工艺生产效率提升了一倍,有力保障了企业的订单交付能力。压铸模具在材料利用率方面也有优势。在五金配件制造中,模具设计能够很大程度减少金属液在压铸过程中的浪费,材料利用率可达90%以上。以生产水龙头配件为例,使用压铸模具后,每年可节省大量原材料,降低了企业的原材料采购成本。目前,压铸模具已广泛应用于汽车、电子、医疗、五金等多个行业,其在各行业的成功应用案例,正不断吸引更多企业采用,为制造业的高质量发展持续注入动力。随着制造业对产品性能与生产效率要求的不断提高,压铸模具的市场需求也将持续增长,在推动各行业技术升级中发挥更为重要的作用。压铸模具精密度高,复杂铸件一次成型,助力生产提效。宿迁实用压铸模具零售
模具寿命长,抗磨损耐高压,降低生产成本。扬州坚固压铸模具多少钱
在压铸生产中,模具损坏常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,上海神富模具机械科技有限公司来教您如何预防压铸模具出现裂纹、开纹。一、造成压铸生产模具损坏的原因1.在模具加工制造过程中1)毛坯锻造质量问题有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸,而钢材中的树枝状晶体、夹杂碳化物、缩孔、气泡等疏松缺陷沿加工方法被延伸拉长,形成流线,这种流线对以后的的淬火变形、开裂、使用过程中的脆裂、失效倾向影响极大。2)在车、铣、刨等终加工时产生的切削应力,这种应力可通过中间退火来消除。3)淬火钢磨削时产生磨削应力,磨削时产生摩擦热,产生软化层、脱碳层,降低了热疲劳强度,容易导致热裂、早期裂纹。对h13钢在精磨后,可采取加热至510-570℃,以厚度每25mm保温一小时进行消除应力退火。4)电火花加工产生应力。模具表面产生一层富集电极元素和电介质元素的白亮层,又硬又脆,这一层本身会有裂纹,有应力。电火花加工时应采用高的频率,使白亮层减到小,必须进行抛光方法去除,并进行回火处理,回火在三级回火温度进行。扬州坚固压铸模具多少钱