挑战极限的“攀登者”制造领域永远存在“极限”的挑战:更薄的壁厚、更复杂的结构、更高的强度、更长的寿命。压铸模具的工程师们,正是不断向这些极限发起冲击的“攀登者”。他们挑战着材料的热疲劳极限,通过创新的冷却设计和表面涂层延长模具寿命;他们挑战着充型的物理极限,利用模拟优化流道和排气,确保薄壁区域(<1mm)也能完整填充;他们挑战着尺寸精度的极限,采用超精密加工和在线监控,实现微米级的控制;他们挑战着集成度的极限,推动大型一体化压铸技术,将数十个零件合而为一。每一次技术突破,都伴随着巨大的风险和投入,但成功后的回报是**性的。正是这些“攀登者”的不懈努力,推动了压铸技术的进步,为各行业带来了性能更强、成本更低、更环保的新产品。他们是制造业背后真正的英雄。模具热传导性好,冷却均匀,铸件成型质量稳定。南通实惠压铸模具厂家
设计自由的“解放者”传统制造工艺(如冲压、机加工)往往对产品设计施加诸多限制。压铸模具则是一位“解放者”,极大地释放了设计师的创造力。它允许设计师突破“易于加工”的思维定式,专注于产品的功能、性能和美学进行优化。设计师可以大胆采用复杂的内部空腔、不规则的曲面、集成的加强结构、薄壁设计以及各种表面纹理,而无需担心制造可行性。这种设计自由催生了更多创新产品。例如,在消费电子领域,可以设计出一体化的、具有复杂内部支撑的轻薄外壳;在汽车领域,可以设计出拓扑优化的、应力分布更合理的结构件。模具制造商通过DFM分析,与设计师紧密协作,将创意转化为可制造的方案。因此,压铸模具不仅是制造工具,更是创新设计的催化剂,它让“所想即所得”在工业领域成为可能。徐州家电压铸模具厂家快速压铸周期,批量生产效率高,缩短交货时间。
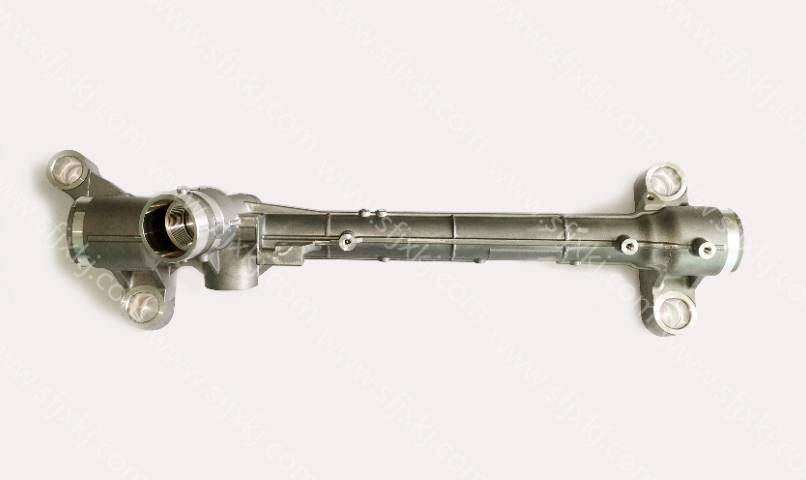
压铸模具能够根据不同行业的零件特性与生产需求,提供高度定制化的成型方案,覆盖从微型精密件到大型结构件的全范围生产。在汽车轻量化领域,新能源汽车的电池包支架、电机外壳等零件,需在保证强度的同时实现减重,压铸模具通过一体化成型设计,将原本需要多个零件拼接的结构整合为单一铸件,不仅减少了焊接工序带来的强度损耗,还使零件重量较传统结构降低35%以上,完美适配新能源汽车对续航里程提升的重要需求。在电子设备领域,5G路由器壳体、智能手机中框等零件尺寸小巧且结构复杂,传统加工方式难以兼顾精度与效率。压铸模具采用微型多型腔设计,配合高精度数控加工技术,可实现单件尺寸公差控制在±以内,同时单次成型8-16件产品,满足电子行业“小尺寸、高产量”的生产节奏,为消费电子的快速迭代提供保障。此外,在医疗器械领域,轮椅车架、康复设备连接件等零件需具备耐腐蚀、无毛刺的特性,压铸模具通过选用医用级不锈钢材质与镜面抛光型腔工艺,确保零件表面粗糙度Ra≤μm,无需后续打磨即可直接使用,避免了金属碎屑对人体的潜在风险,适配医疗器械对安全性与洁净度的严苛要求。性能表现优越,筑牢生产高效运行基石从性能来看。
压铸模具的优势集中在成型精度、生产效率与使用寿命三大方面,为企业稳定生产提供坚实保障。在成型精度上,依托计算机辅助设计(CAD)与数值模拟技术,压铸模具可实现复杂内腔、异形结构的精确复刻。以5G基站滤波器外壳为例,其内部设有数十个精密腔体与信号通道,传统加工方式难以保证尺寸一致性,而压铸模具通过三维建模优化型腔结构,配合实时温度控制系统,可使腔体尺寸误差控制在±以内,确保滤波器信号传输的稳定性,满足通信设备对精密零件的严苛要求。在生产效率方面,压铸模具的快速成型能力尤为突出。相较于传统机械加工,压铸模具可实现“一次成型”,省去铣削、钻孔等多道工序,单件生产时间从数小时缩短至数分钟。以小型电子连接器为例,一套多型腔压铸模具单次可生产8-12件产品,日均产能可达数万件,完美适配电子行业“小批量、多批次”的生产节奏,大幅提升企业订单交付效率。同时,压铸模具的使用寿命直接影响企业生产成本。压铸模具采用H13热作模具钢等强度高材料,经过淬火、回火等多道热处理工艺,表面硬度可达HRC45-50,抗热疲劳性能优异,在正常维护情况下,一套模具可完成10万-50万次压铸循环,远超普通模具3万-5万次的使用寿命。适配多材质压铸,稳定输出质优件,满足多样需求。
在压铸生产中,模具损坏常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,上海神富模具机械科技有限公司来教您如何预防压铸模具出现裂纹、开纹。一、造成压铸生产模具损坏的原因1.在模具加工制造过程中1)毛坯锻造质量问题有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸,而钢材中的树枝状晶体、夹杂碳化物、缩孔、气泡等疏松缺陷沿加工方法被延伸拉长,形成流线,这种流线对以后的的淬火变形、开裂、使用过程中的脆裂、失效倾向影响极大。2)在车、铣、刨等终加工时产生的切削应力,这种应力可通过中间退火来消除。3)淬火钢磨削时产生磨削应力,磨削时产生摩擦热,产生软化层、脱碳层,降低了热疲劳强度,容易导致热裂、早期裂纹。对h13钢在精磨后,可采取加热至510-570℃,以厚度每25mm保温一小时进行消除应力退火。4)电火花加工产生应力。模具表面产生一层富集电极元素和电介质元素的白亮层,又硬又脆,这一层本身会有裂纹,有应力。电火花加工时应采用高的频率,使白亮层减到小,必须进行抛光方法去除,并进行回火处理,回火在三级回火温度进行。高精度压铸模具,尺寸误差极小,适用于医疗器械零件,保障使用安全。常州压铸模具工艺
优化脱模结构,铸件损坏率低,品质更稳定。南通实惠压铸模具厂家
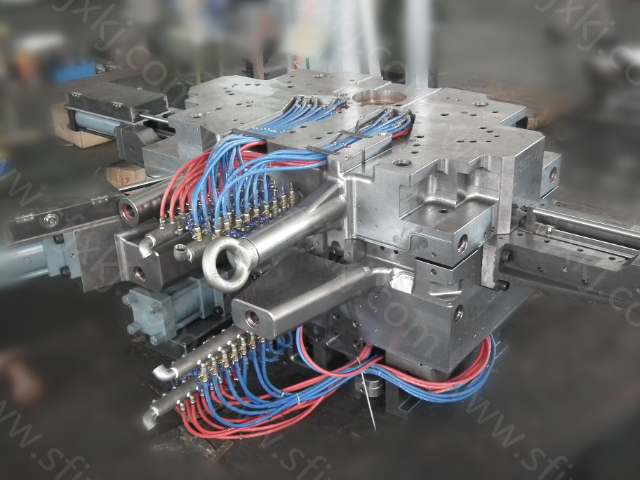
压铸模具的热平衡设计压铸模具的热平衡设计对铸件质量与模具寿命影响重大。从专业书籍及行业论坛可知,压铸过程中模具温度变化剧烈,需合理控制。在上海神富机械科技有限公司,我们在设计模具时会充分考虑热平衡。例如,在模具冷却系统设计上,根据铸件各部位散热需求,精细布置冷却水道。对于散热快的薄壁部位,适当增加冷却水道密度;对于厚壁部位,调整冷却水流速与流量。同时,通过模拟分析软件,优化冷却系统布局,确保模具温度均匀分布。良好的热平衡设计能避免模具因局部过热产生热疲劳裂纹,保证铸件尺寸精度与表面质量,延长模具使用寿命,提高生产稳定性。 南通实惠压铸模具厂家