也是延长模具寿命的有效措施。热处理是提高模具材料性能的关键环节。通过适当的热处理工艺,可以改善材料的组织结构和性能,提高模具的硬度、耐磨性和抗疲劳性。例如,淬火和回火处理可以使模具钢达到理想的硬度和韧性平衡,提高模具的耐用性。在热处理过程中,应严格控制温度、时间和冷却速度等参数,确保热处理效果达到预期目标。压铸工艺的合理安排对于模具寿命的影响不容忽视。在压铸过程中,应确保压铸机具有足够的吨位和压射力,以避免因压射力不足而产生的缺料、砂眼等缺陷。同时,合理安排压铸温度、压力和速度等参数,可以减少模具在压铸过程中的热应力和机械应力,降低模具磨损和变形的风险。此外,还应注意模具的预热和冷却过程,保持模具温度的均匀性和稳定性,防止因温度变化过大而产生的热裂纹和变形。日常保养与维护是延长模具寿命的必要措施。定期对模具进行清洁、润滑和检查,可以及时发现并处理模具表面的磨损、裂纹和异物等问题。在模具使用过程中,应避免使用硬质工具直接敲击模具表面,以免产生划痕和凹坑。此外,还应注意模具的存放和运输方式,避免模具受到撞击和挤压等外力作用而损坏。提高锌合金压铸模具的使用寿命是一个系统工程。 适配自动化生产,减少人工,一致性更优。无锡液压站压铸模具类型
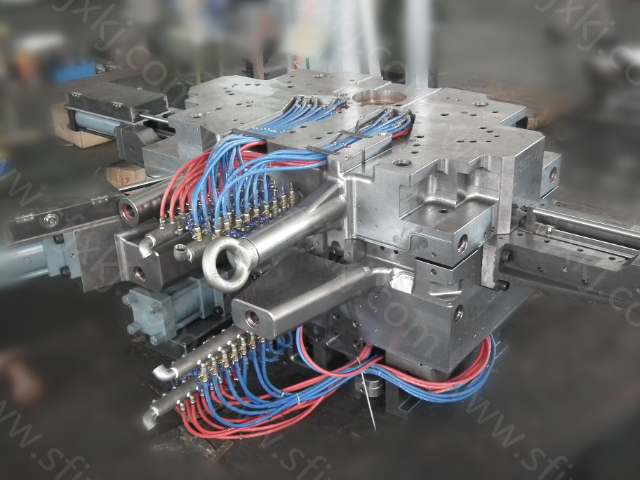
压铸模具的优势集中在成型精度、生产效率与使用寿命三大方面,为企业稳定生产提供坚实保障。在成型精度上,依托计算机辅助设计(CAD)与数值模拟技术,压铸模具可实现复杂内腔、异形结构的精确复刻。以5G基站滤波器外壳为例,其内部设有数十个精密腔体与信号通道,传统加工方式难以保证尺寸一致性,而压铸模具通过三维建模优化型腔结构,配合实时温度控制系统,可使腔体尺寸误差控制在±以内,确保滤波器信号传输的稳定性,满足通信设备对精密零件的严苛要求。在生产效率方面,压铸模具的快速成型能力尤为突出。相较于传统机械加工,压铸模具可实现“一次成型”,省去铣削、钻孔等多道工序,单件生产时间从数小时缩短至数分钟。以小型电子连接器为例,一套多型腔压铸模具单次可生产8-12件产品,日均产能可达数万件,完美适配电子行业“小批量、多批次”的生产节奏,大幅提升企业订单交付效率。同时,压铸模具的使用寿命直接影响企业生产成本。压铸模具采用H13热作模具钢等强度高材料,经过淬火、回火等多道热处理工艺,表面硬度可达HRC45-50,抗热疲劳性能优异,在正常维护情况下,一套模具可完成10万-50万次压铸循环,远超普通模具3万-5万次的使用寿命。宁波压铸模具保养维护便捷易保养,延长使用寿命,性价比高。
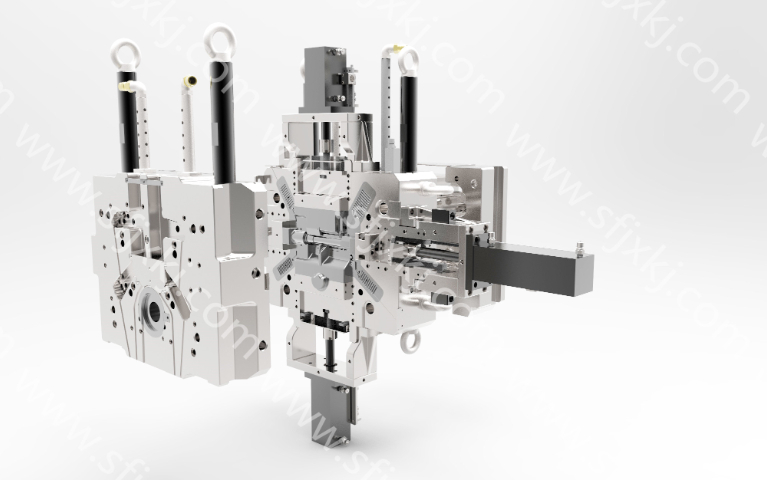
材料科学的“试金石”压铸模具的工作环境极为严酷:承受着液态金属(温度常超600°C)的反复冲刷、巨大的锁模压力以及剧烈的热循环。这使得模具材料的选择与处理,成为材料科学的“试金石”。***的压铸模具通常采用特种热作模具钢(如H13、DAC等),这些钢材需具备***的高温强度、红硬性(高温下保持硬度的能力)、抗热疲劳裂纹(龟裂)性能、良好的导热性和韧性。模具的制造过程涉及复杂的热处理工艺(如淬火、回火),以精确控制钢材的微观组织,达到比较好的综合性能。此外,表面处理技术(如氮化、PVD涂层)的应用,能进一步提升模具表面的硬度、耐磨性和抗粘铝/锌能力,延长其使用寿命。可以说,每一副成功的压铸模具,都是对材料极限性能的挑战与驾驭,是材料科学与工程应用深度融合的典范。选择经验丰富的供应商,意味着选择了经过验证的材料配方和处理工艺,保障了模具的长期可靠运行。
由于模具与金属液之间的热交换,使模具表面产生周期性温度变化,引起周期性的热膨胀和收缩,产生周期性热应力。如浇注时模具表面因升温受到压应力,而开模顶出铸件后,模具表面因降温受到拉应力。当这种交变应力反复循环时,使模具内部积累的应力越来越大,当应力超过材料的疲劳极限时,模具表面产生裂纹。二、预防模具损伤的措施1.良好的铸件结构设计铸件壁厚尽可能均匀,避免产生热节,以减少模具局部热量集中产生的热疲劳。铸件的转角处应有适当的铸造圆角,以避免模具上有尖角位导致应力产生。2.合理的模具结构设计1)模具中各元件应有足够的刚度、强度,以承受压力而不变形。模具壁厚要足够,才能减少变形。2)浇注系统设计尽量减少对型芯冲击、冲蚀。3)正确选择各元件的公差配合和表面粗糙度。4)保持模具热平衡。3.规范热处理工艺通过热处理可改变材料的金相组织,保证必要的强度、硬度、高温下尺寸稳定性、抗热疲劳性能和材料切削性能。正确的热处理工艺,才会得到合适的模具性能,而钢材的性能是受到淬火温度和时间、冷却速度和回火温度控制。4.压铸生产过程控制1)温度控制:模具的预热温度和工作温度;合金浇注温度,在保证成型良好前提下,用较低的浇注温度。 钢材制造,抗腐蚀性能强,适应恶劣环境。

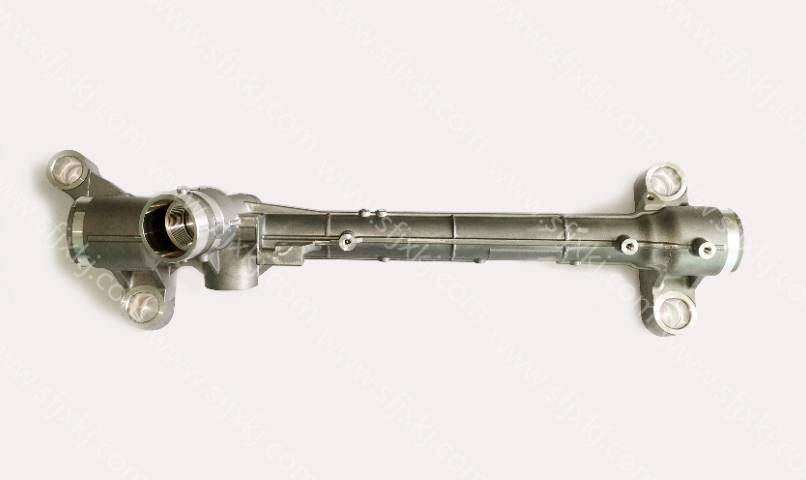
该企业每年在模具采购与维护上的费用节省了约20万元。在生产效率提升上,压铸模具同样贡献明显。在铝合金轮毂制造行业,高效的压铸模具配合先进的压铸设备,能够在短时间内完成轮毂的压铸成型。一条配备质优压铸模具的生产线,每小时可生产轮毂30-40个,相比传统工艺生产效率提升了一倍,有力保障了企业的订单交付能力。压铸模具在材料利用率方面也有优势。在五金配件制造中,模具设计能够很大程度减少金属液在压铸过程中的浪费,材料利用率可达90%以上。以生产水龙头配件为例,使用压铸模具后,每年可节省大量原材料,降低了企业的原材料采购成本。目前,压铸模具已广泛应用于汽车、电子、医疗、五金等多个行业,其在各行业的成功应用案例,正不断吸引更多企业采用,为制造业的高质量发展持续注入动力。随着制造业对产品性能与生产效率要求的不断提高,压铸模具的市场需求也将持续增长,在推动各行业技术升级中发挥更为重要的作用。高温合金压铸模,耐受 600℃以上,性能稳定可靠。宁波压铸模具保养
卫浴配件压铸模,镜面效果好,减少抛光工序。无锡液压站压铸模具类型
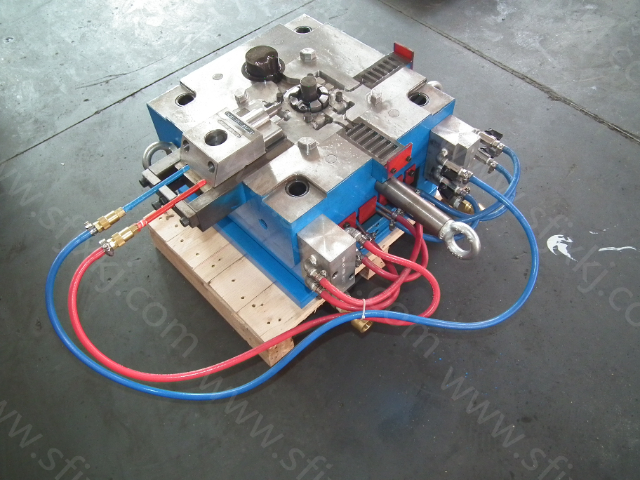
为企业创造多维价值压铸模具的价值不仅体现在技术层面,更能从成本、效率、环保等维度为企业赋能,助力产业可持续发展。在成本优化方面,压铸模具的“近净成型”特性可大幅减少原材料浪费与后续加工成本。以家电行业的冰箱压缩机底座为例,采用压铸模具生产后,材料利用率从传统铸造的70%提升至95%以上,同时省去了铣平面、钻安装孔等5道工序,单件生产成本降低40%,年产能100万件的企业可年省成本超千万元。在生产效率提升上,压铸模具的快速换型能力为企业应对多品种生产提供支持。通过标准化的模具接口与快速定位装置,模具更换时间从传统的4-6小时缩短至1-2小时,配合自动化压铸生产线,可实现“多品种、小批量”订单的快速切换。例如,汽车零部件企业可在同一生产线上,通过更换模具依次生产发动机支架、变速箱壳体等不同零件,大幅提升设备利用率。在环保层面,压铸模具适配的压铸工艺属于低能耗、低污染的绿色制造技术。相较于砂型铸造,压铸生产无需使用石英砂等一次性造型材料,减少了固废排放;同时,压铸过程中的金属废料可100%回收重熔,实现资源循环利用。据测算,采用压铸工艺生产金属零件,每吨产品的碳排放较传统工艺降低25%。无锡液压站压铸模具类型