- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力
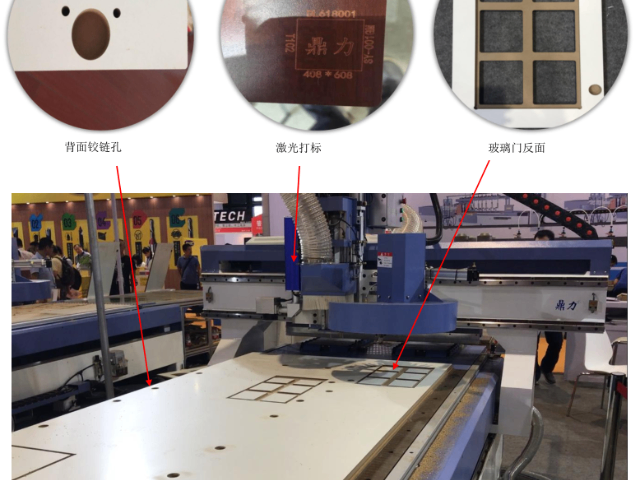
窝复合门板生产线致力程从门板基材加工开始,通常选用密度板或刨花板作为基材,经过裁切、铣型等工序加工成所需形状。然后,利用**的皮革包覆机,将裁切好的皮革通过热熔胶或水性胶贴合在门板基材表面。包覆过程中,设备通过精确的张力控制和温度调节,确保皮革平整无褶皱,紧密贴合门板。对于边角部位,采用特殊的包覆工艺进行处理,保证边角圆润、美观。完成包覆的门板可根据需求进行表面压纹、烫印等装饰处理,提升产品档次。皮革包覆门板生产线生产的门板具有豪华大气的外观,常用于**家具、别墅装修等领域。智能预警系统分级报警,普通异常自动处理不中断生产。云南板式家具门板生产线推荐货源
玻璃门板生产线主要生产应用于橱柜、衣柜、展示柜等的玻璃门板。生产流程从质量玻璃原片选择开始,常见有浮法玻璃、钢化玻璃等。若选用浮法玻璃,需先进行切割,按门板尺寸要求切割成合适大小,切割过程中保证尺寸精度。接着进行磨边处理,通过磨边机将玻璃边缘打磨光滑,防止划伤。然后可根据需求进行钢化处理,将玻璃加热至特定温度后迅速冷却,提高玻璃强度与安全性。对于有装饰需求的玻璃门板,可进行印刷、喷砂、镀膜等工艺处理,印刷可呈现各种图案、文字,喷砂可打造磨砂质感,镀膜可改变玻璃光学性能与外观颜色。***将加工好的玻璃与边框进行组装,边框材质多样,如铝合金、木质等,通过密封胶等方式确保连接牢固、密封良好,经质量检测合格后出厂。浙江门板生产线工厂直销六轴协作机器人精确搬运门板,配合3D视觉定位误差不超0.1mm。
行业标准的制定有助于规范市场秩序,提高行业整体水平。大板套裁门板生产线的广泛应用,为家具行业相关标准的制定提供了实践基础。随着越来越多企业采用大板套裁门板生产线,在生产工艺、产品质量、设备性能等方面逐渐形成一些共性特征。行业协会与相关机构可依据这些实际应用情况,制定统一的行业标准。例如,针对生产线的板材利用率、切割精度、设备稳定性等指标制定标准规范。企业在生产过程中遵循这些标准,能提高产品的通用性与互换性,促进市场的规范化发展。同时,行业标准的完善也有助于提升消费者对家具产品的信任度,推动整个家具行业健康有序发展。
电梯门板柔性生产线专为电梯门板、尾板、壁板的柔性化制造而设计。它由板料自动上料系统、数控冲床、两台龙门机器人型 PB - FMC 系列折弯单元、焊接输送线、加强筋安装系统、料库以及加强筋龙门电阻焊、清枪站、焊接码垛机器人、电气控制系统等构成。多台折弯单元可灵活组合,满足不同产能需求。数控转塔冲床拓展了产品加工范围,能对冷轧钢板等多种材质板料进行加工,板材尺寸比较大可达 1250 x 2500mm,**小为 400 x 800mm 。该生产线具备不间断连续加工能力,有效提高生产效能,还能实现智能化生产,与工厂管理软件 MES、ERP 等互联互通,将人机交互时的安全隐患降至比较低,且可根据客户需求专门设计制造特殊工件生产线。自动分色识别系统准确区分颜色,杜绝混料错误。
数据化管理在现代企业运营中愈发重要,大板套裁门板生产线为家具企业的数据化管理提供了丰富的支持。生产线运行过程中,智能控制系统会实时采集各项生产数据,如板材消耗数量、加工进度、设备运行参数、产品质量数据等。这些数据通过网络传输至企业的管理系统,形成可视化的数据报表。企业管理者可通过电脑或手机终端随时查看生产数据,了解生产全貌。通过对板材消耗数据的分析,管理者能精细掌握原材料库存情况,及时进行采购补货,避免因原材料短缺导致生产停滞。依据产品质量数据,可追溯生产环节中出现的问题,针对性地进行工艺优化。借助数据化管理,企业能实现精细化运营,提高管理效率,降低运营成本,做出更科学的决策,提升企业整体竞争力。五轴CNC加工中心精确雕刻门板花纹,复杂浮雕一次成型,效率提升45%。湖南板式智能加工中心门板生产线售后服务
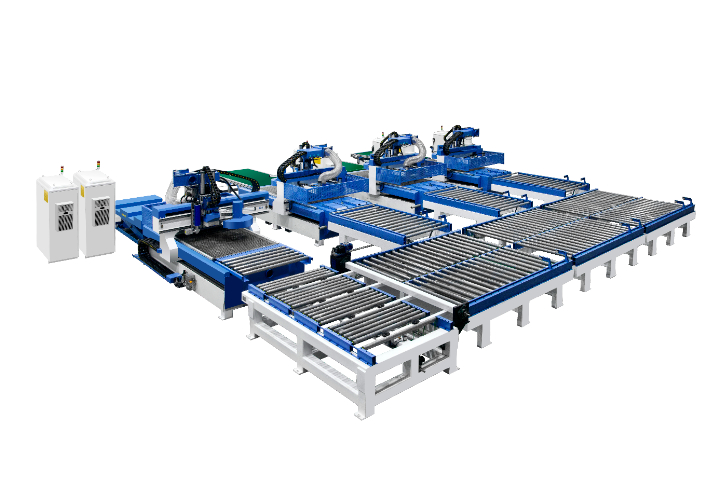
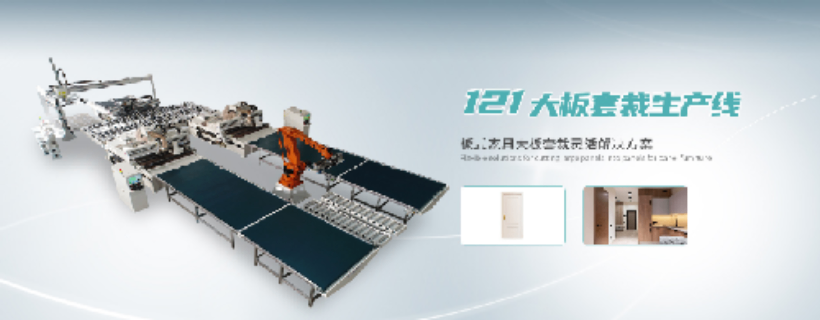
大板套裁生产线集成开料、封边、钻孔,单日产能突破600扇门板。云南板式家具门板生产线推荐货源
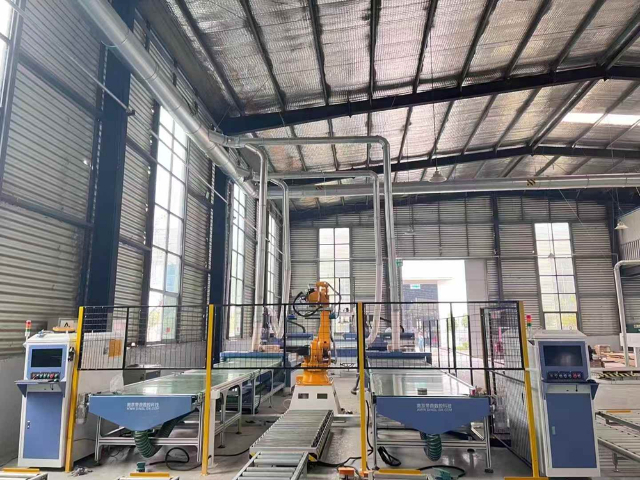
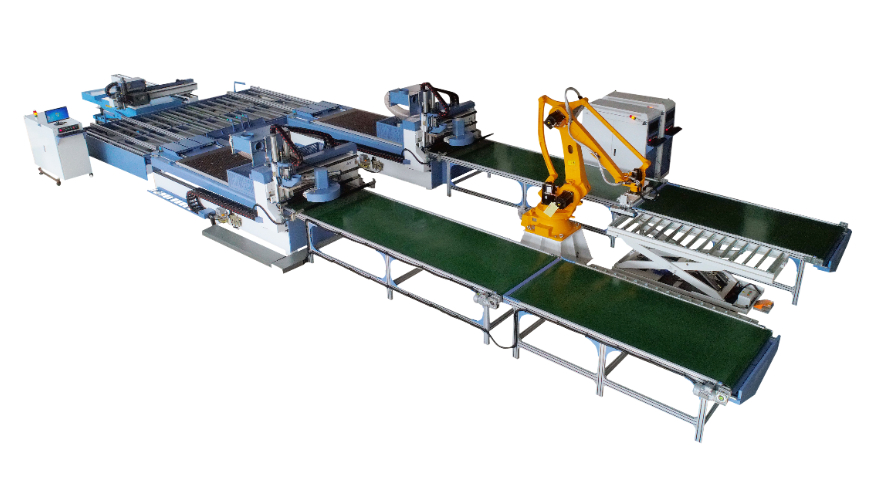
这是国内复合门行业首条全自动柔性生产线,主要用于家居门扇的自动化装配和检测。其生产流程涵盖多个关键环节,首先实现木方的无限长拼接与高精度切割,切割误差控制在 0.4mm 以内。随后完成门芯板组件的搬运与装配,以及门芯板、码头、边挺的总装,直至实现门扇的自动化装配。该生产线采用通用性工装夹具,可适应尺寸跨距较大的多种产品,能兼容不同尺寸、形状、结构的压线框产品进行自动化混线生产。同时,它与 ERP、MES 系统集成,可读取相关生产任务单,实现物料管理和工艺管理。通过自动化运作,有效降低劳动负荷,保证产品质量,提高劳动效率,很大程度利用机器人代替人工作业,提升产能和产品合格率,节约人工成本。云南板式家具门板生产线推荐货源

- 江苏门板生产线批量定制 2025-09-12
- 辽宁全屋定制自动化门板生产线厂家直销 2025-09-12
- 河南板式家具门板生产线厂家直销 2025-09-10
- 江西智能门板生产线 2025-09-05
- 安徽木工机械全自动化门板生产线售后服务 2025-09-05
- 云南门板生产线技术指导 2025-09-03
- 湖北板式智能加工中心门板生产线售后服务 2025-08-31
- 四川板式智能加工中心门板生产线售后服务 2025-08-31