- 品牌
- 鼎力,粤辰
- 型号
- 鼎力,粤辰
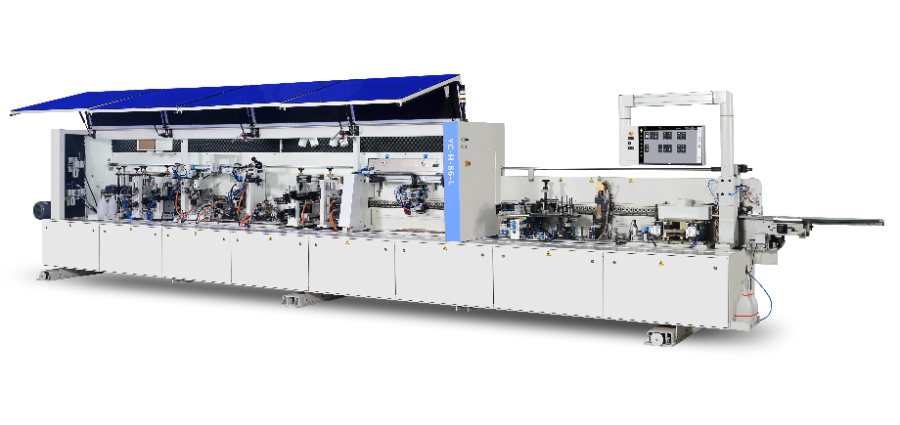
数控技术与智能化在封边机上的应用工业4.0的浪潮已席卷至封边领域,现代封边机正变得越来越“聪明”。数控技术的应用是:通过控制系统,操作员可轻松在触摸屏上设定和存储各种加工参数(如温度、速度、加工尺寸等),一键调用不同配方,极大减少了换活时的调机时间和材料浪费。智能化功能更进一步:自动跟踪调隙功能可自动检测板材厚度,并相应调整压料架和加工单元的高度;故障诊断系统能实时监控设备状态,预测潜在故障并提示维护;生产数据管理系统可以记录产量、效率、停机时间等数据,为生产管理提供决策支持。部分前列机型甚至集成了自动换刀系统(ATC)和 robotic loading/unloading(机器人上下料),真正融入柔性生产线(FMS)。这些技术进步不*降低了对熟练工人的依赖,更提升了生产的精细性、灵活性和整体效率。双工位封边机通过交替作业设计,让上料、封边、卸料工序同步进行,单机日产能提升 50% 以上。贵州门板封边机联系方式
封边机冬季使用注意事项:冬季气温低,封边过程中容易出现脱胶、粘不牢、封边带掉角等问题。为避免这些问题,需每天***使用时确保封边机加热到设定温度后,再等待10分钟,以保证胶水完全融化;在夏季基础上,将胶锅温度提高10到20摄氏度,并增加涂胶量15%—20%;使用封边机前,先开启烤灯对封边带进行预热;适当增加压贴轮的压力;经常检查并及时更换刀具;选择流动性好的质量封边胶和背涂合格的封边带。封边机操作规程:操作封边机时,首先要确保设备及其周围环境清洁无杂物,检查电源连接是否正常,电源开关处于关闭状态。然后打开电源开关,检查机器是否正常启动。根据生产需要准备足够的板材,并将其放置在送料台上,调整送料台位置。选择合适的封边带并粘贴在板材封边位置,调整封边机的封边带宽度和压力。启动封边机进行封边操作,过程中随时观察封边质量。封边完成后对板材进行质量检查,定期对设备进行清洁、维护、检查和润滑!!辽宁板式家具封边机联系方式智能封边机自动化程度高,为企业节省了大量人工成本。

全自动封边机的工作流程探秘将一块裸板送入全自动封边机,它便会经历一场高效的“变身之旅”。流程始于输送与涂胶:板材由输送带平稳送入,机器自动测量厚度,同时胶锅加热至预设温度,滚轮将熔融的热熔胶均匀涂抹在板材边缘。紧接着是压贴与截断:封边条从卷轴中被引出,通过压辊机构被紧密压贴在涂胶的板材边上,紧随其后的切割装置会精细切断边条。然后是关键的精加工阶段:先是“齐头”,刀具将板材前后两端多余的边条切平;然后是“粗修”,去除封边条上下多余的废料;重要的“精修”环节,高速旋转的仿形铣刀将封边条修剪得与板面完全齐平,过渡圆滑。后续的“刮边”和“抛光”工序则进一步处理接缝,消除任何细微的瑕疵,使其触感丝滑,视觉上浑然一体。整个过程一气呵成,每秒可达数米,展现了现代工业自动化的高度效率与精度。
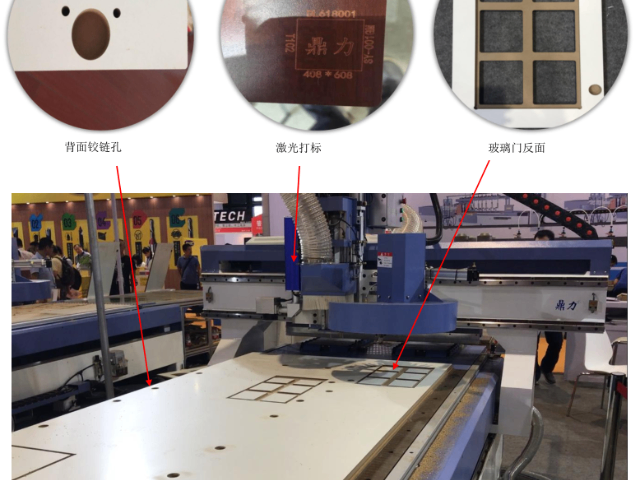
4. 办公家具柔性化生产办公家具(如会议桌、文件柜、屏风工位)常需小批量多品种加工,开料机通过快速换刀和智能编程,灵活切换不同订单,1小时内即可完成新款式打样。支持金属包边切割、嵌入式五金件开孔,满足现代办公家具的多样化需求,帮助工厂应对定制化趋势。5. 软体家具基材加工沙发、床架等软体家具的木质框架需要高稳定性,开料机可精细切割实木、胶合板、MDF等基材,确保承重结构牢固。异形曲线切割能力可适配人体工学设计(如弧形靠背、波浪床板),同时预留五金安装孔位,提升组装效率,降低返工率!全自动封边机精密高效,一键操作完成板材封边,光滑无痕,提升家具品质与生产效率。
随着工业4.0概念的深入,开料机也正朝着高度智能化的方向飞速发展,成为智能工厂建设中的重要一环。开料机已不再是的加工单元,而是通过网络与上层管理系统(如MES、ERP)紧密集成。订单信息可直接从云端下发至设备,开料机自动调用相应加工程序,实现生产的无缝流转。同时,设备配备的各类传感器能实时监控主轴负载、刀具磨损、定位精度等关键数据,一旦发现异常可立即预警或自动调整,实现预测性维护,比较大限度减少非计划停机。视觉定位系统的应用,使开料机能够自动识别板材上的微小瑕疵或已有的条形码,实现智能避让或按需取材,进一步提升了品质和材料利用率。更有甚者,结合大数据分析,开料机能不断优化切割路径和工艺参数,实现自我学习和效率提升。这种深度的智能化融合,不*让生产管理更加透明、决策更加数据化,更使得小批量、多批次的柔性化生产模式成为可能,完美契合了当下个性化定制的市场趋势。操作封边机需细心专注,确保每一米封边条都完美无瑕。湖南粤辰封边机报价
封边机的静音设计使工作噪音控制在 70 分贝以下,为操作人员创造更加舒适的生产环境。贵州门板封边机联系方式
规范的操作是确保封边机长期稳定运行和产出高质量产品的基石。开机前,操作人员需例行检查气路压力是否正常、各加工单元是否复位、胶锅内胶量是否充足并预先预热至工作温度。根据当日生产的板材和封边带类型,细致调整进料速度、涂胶量以及各压轮的压力。过快的速度可能导致胶液未充分活化而粘合不牢,过大的压力则可能压溃疏松的板材基材。同时,要时刻留意封边效果,检查是否有缺胶、溢胶、封边带过盈或欠缺等现象,并及时微调。结束生产后,必须执行严格的清洁保养程序,尤其是清理涂胶辊和刮刀上的残胶,防止碳化后的残胶影响下一次的涂胶均匀性,这是维持设备比较好性能的关键习惯。
- 北京国产封边机 2026-03-07
- 安徽鼎力封边机联系方式 2026-03-07
- 重庆智能封边机报价 2026-03-04
- 北京品牌封边机联系方式 2026-03-04
- 湖北粤辰封边机报价 2026-03-04
- 吉林重型封边机销售厂家 2026-03-04
- 福建进口封边机销售厂家 2026-03-04
- 湖南板式家具封边机售后维修 2026-03-01