控制柜的散热设计需根据内部元件的功耗进行精细计算,确保温升不超过元件的耐受范围。对于功耗较小的控制柜(如小型机床控制柜),可采用自然散热,通过柜体表面的散热孔与内部的散热片实现热量交换;功耗较大的控制柜(如变频控制柜)则需安装轴流风扇或工业空调,风扇的风量需根据柜内体积与发热功率计算确定,通常每小时换气次数不低于 10 次。部分高精度控制柜采用热管散热技术,利用热管的相变传热特性,将发热元件的热量快速传导至柜体外部,散热效率比传统风扇提高 30% 以上。在夏季高温环境下,控制柜还可配备温度传感器,当内部温度超过设定值时,自动启动散热设备,实现智能温控。无锡祥冬电气科技有限公司的控制柜支持远程监控,提升管理效率。福建销售控制柜销售

控制柜的设计与使用需符合国际与国内安全规范,包括IEC 61439(低压开关设备和控制设备成套装置)、GB 7251(低压成套开关设备和控制设备)及UL 508A(工业控制设备安全标准)等。这些规范对柜体结构、元件选型、布线规则及防护等级提出明确要求。例如,IEC 61439规定,控制柜的短路耐受强度需通过型式试验验证,确保在发生短路时柜体不变形、元件不损坏;GB 7251要求柜内母线排需加装绝缘护套,防止触电风险。合规性设计还需考虑行业特定标准,如轨道交通领域需满足EN 50121(电磁兼容性)、EN 50155(电子设备环境适应性)等规范;医疗行业控制柜需通过IEC 60601(医用电气设备安全标准)认证,确保电磁辐射不影响医疗设备正常运行。此外,出口产品需符合目标市场法规,如欧盟CE认证、美国UL认证等。例如,某出口欧洲的数控机床控制柜,需通过CE认证中的LVD(低电压指令)与EMC指令测试,确保产品符合欧盟安全与环保要求。山西标准控制柜规格尺寸融入节能设计的控制柜,降低能耗,为企业节省用电成本。
控制柜的电磁兼容性(EMC)设计旨在减少电磁干扰(EMI)对系统的影响,同时避免自身成为干扰源。干扰来源包括电源谐波、电机启停产生的瞬态电压及无线通信设备辐射。抑制措施可分为屏蔽、滤波与接地三类。屏蔽设计通过金属柜体(如钢板厚度≥1.5mm)形成法拉第笼,阻挡外部电磁场侵入;对于高频干扰(如变频器产生的10kHz~1MHz噪声),需在柜门缝隙处加装导电橡胶条,确保屏蔽连续性。滤波设计通过在电源输入端安装EMI滤波器,抑制传导干扰;例如,某注塑机控制柜采用共模电感与X/Y电容组合滤波器,将电源线噪声从50dBμV降至30dBμV以下。接地设计是EMC的中心,需遵循“单点接地”原则,将设备外壳、屏蔽层及信号地通过低阻抗路径连接至接地排,避免地环路干扰。例如,在PLC控制柜中,信号地与功率地需通过磁珠隔离,防止电机启停产生的地电位波动影响模拟量输入精度。此外,线缆布局需遵循“强电与弱电分离、高频与低频分离”原则,将动力电缆与信号电缆间距保持在30cm以上,或通过金属桥架分层敷设。
随着工业物联网(IIoT)的发展,控制柜正从传统设备向智能化终端演进。远程监控功能通过集成4G/5G模块、LoRa无线通信或工业以太网,实现设备状态实时上传至云平台。例如,某风电场控制柜通过Modbus TCP协议将风机振动、温度等数据传输至SCADA系统,运维人员可在手机端查看设备健康状态,提前预判故障。智能化升级还体现在边缘计算能力上:现代控制柜内置轻量级AI算法,可对传感器数据进行本地分析,实现自诊断与自优化。例如,在污水处理厂中,PLC控制柜通过分析进水流量与水质数据,自动调整曝气风机转速,降低能耗15%。此外,数字孪生技术正在控制柜领域应用,通过建立虚拟模型模拟柜内温度分布、元件寿命等参数,优化设计流程。例如,西门子SIMATIC S7-1500控制柜配套的TIA Portal软件,可生成数字孪生模型,帮助工程师在样机制作前验证散热设计与布线合理性,缩短开发周期30%以上。未来,随着5G+AI技术的融合,控制柜将具备更强的自主决策能力,成为智能工厂的“数字大脑”。在污水处理厂,电气柜自动化调节曝气量,降低能耗并提升处理效率。

随着工业自动化和智能制造的不断发展,控制柜的设计和应用也在不断演进。未来,控制柜将朝着智能化、模块化和网络化的方向发展。智能化方面,控制柜将集成更多的传感器和智能控制系统,实现对设备的实时监测和远程控制;模块化设计将使得控制柜的组装和维护更加便捷,用户可以根据实际需求灵活配置;网络化则意味着控制柜将与云平台和大数据技术相结合,实现数据的实时传输和分析。这些发展趋势将进一步提升控制柜的功能和效率,为工业生产带来更多的便利和可能性。高防护等级的控制柜,防尘防水,可在恶劣环境中稳定发挥作用。辽宁智能控制柜设计
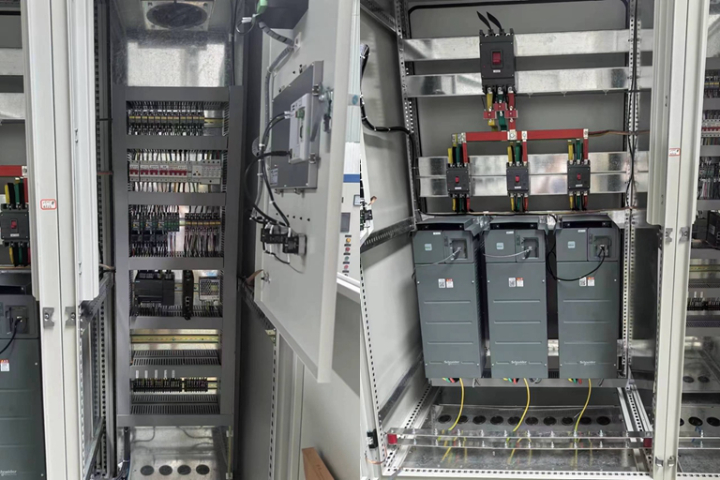
我们的控制柜在无锡祥冬电气科技有限公司的生产中,严格遵循质量管理体系。福建销售控制柜销售
控制柜的成本构成包括元件采购(60%~70%)、柜体加工(15%~20%)及装配调试(10%~15%)。供应链管理需通过集中采购、优化库存及缩短交货周期降低成本。例如,某自动化设备厂商与施耐德、西门子等供应商签订长期框架协议,锁定元件价格,降低市场波动风险;同时采用VMI(供应商管理库存)模式,由供应商根据生产计划自动补货,减少库存积压。柜体加工成本可通过自动化生产线降低,如采用激光切割机替代传统冲床,提高材料利用率;采用机器人焊接替代人工焊接,提升加工精度与效率。装配调试环节的成本优化需通过标准化作业实现,例如,制定《控制柜装配工艺规程》,明确线缆绑扎间距(如50mm±5mm)、端子紧固扭矩(如0.6N·m)等参数,减少返工率。此外,设计阶段需进行成本敏感性分析,优先选用性价比高的元件,例如,在非关键路径上用国产PLC替代进口PLC,可降低30%成本;同时通过模块化设计实现元件复用,减少定制化开模费用。福建销售控制柜销售




